Индукционный нагрев, основные принципы и технологии.
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
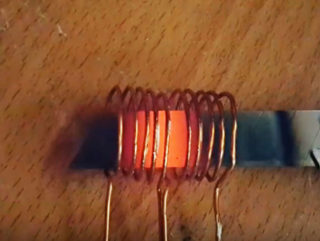
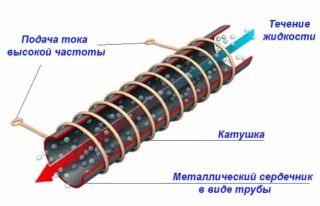
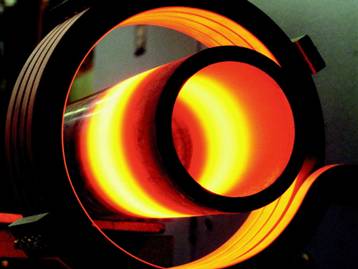
Индукционный нагрев – это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно – это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
– повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
– применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания – заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается – это может привести к “разносу” генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности – схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот – напряжение стремится к нулю, а ток максимален.
Индукционный нагрев: использование индукторов при сварке
При выполнении ремонтных, монтажных и производственных работ, когда необходимо обеспечить максимальную точность и чистоту сварки, используются индукторы. Эти устройства необходимы для индукционного нагрева металлических заготовок. Применение такого оборудования позволяет буквально за несколько секунд нагреть детали до нужной температуры, при которой металл становится мягким и легко поддается сварке. Чтобы приобрести индукторы по доступной цене, обратитесь в ООО «ТСК». В продаже имеется большой выбор оборудования для индукционного нагрева металлических заготовок. Модели отличаются по мощности, рабочему напряжению и частоте тока, стоимости, конструктивным особенностям и другим критериям. Вы легко подберете устройство для индукционного нагрева, которое отвечает конкретным требованиям и устраивает по цене.
Устройство индуктора
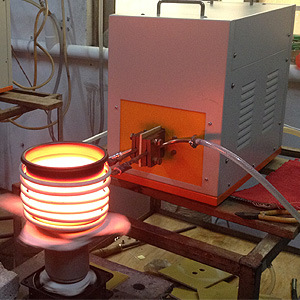
Техника для индукционного нагрева металлов имеет сборную конструкцию. Она состоит из двух основных узлов – самого индуктора, а также генерирующей установки, которая вырабатывает высокочастотные импульсы тока.
Индуктор представляет собой обыкновенную катушку индуктивности, состоящую из нескольких витков медного проводника. Для производства этих компонентов используется только бескислородная медь, в которой содержание посторонних примесей не должно превышать 0,1 %. Данное устройство может иметь различный диаметр (от 16 до 250 мм в зависимости от модели). Количество витков варьируется в пределах от 1 до 4.
Генератор, вырабатывающий импульсные токи для катушки индукционного нагрева, имеет достаточно внушительные габариты и массу. Он может быть выполнен по любой схеме генерации высокочастотных импульсов. К примеру, в современной промышленности часто используются генерирующие агрегаты, построенные на базе мультивибраторов, RC-генераторов, релаксационных контуров и т. д.
Если оборудование используется преимущественно для нагрева мелких деталей, частота вырабатываемых импульсов должна составлять не менее 5 МГц. Эти агрегаты разрабатываются на основе электронных ламп. Если же техника применяется для нагрева крупных металлических заготовок, целесообразно использовать индукционные установки с рабочей частотой до 300 кГц, построенные на базе инверторов на IGBT-схемах или MOSFET-транзисторах.
Принцип работы индукторов
Устройства для индукционного нагрева металлов работают по простому принципу, базирующемуся на явлении электромагнитной индукции. Когда через катушку проходит переменный ток высокой частоты, вокруг и внутри нее образуется мощное магнитное поле. Оно вызывает появление вихревых токов внутри обрабатываемой металлической заготовки.
Поскольку деталь, как правило, имеет крайне малое электрическое сопротивление, она быстро нагревается под воздействием вихревых токов. В итоге ее температура увеличивается до такой степени, что металл становится более мягким и начинает плавиться. Именно в этот момент выполняется сваривание концов обрабатываемых заготовок.
Основные разновидности индукторов
В современной промышленности получили широкое распространение три типа агрегатов для индукционного нагрева металлических деталей:
- трубчатые. Внешне такие устройства напоминают бытовые кипятильники. Индукторы состоят из 2, 3 или 4 витков медного проводника, поверхность которого обработана специальным защитным покрытием. Эти агрегаты применяются для индукционного нагрева небольших деталей. Внутренние диаметры рабочих элементов, как правило, варьируются в диапазоне от 16 до 90 мм;
- ленточные. Отличительной особенностью оборудования этого типа является увеличенный внутренний диаметр. Данный параметр может варьироваться в пределах от 28 до 250 мм. Большинство моделей ленточных индукторов состоит из 1 или 2 витков. Витки помещены в защитную ленточную оболочку;
- сборные. Оборудование данного вида применяется для индукционного нагрева больших металлических заготовок. Внутренний диаметр рабочих элементов составляет от 70 до 610 мм. Мощность нагрева для некоторых моделей этих устройств может достигать 400 кВт;
Преимущества индукционного нагрева
Технология индукционного нагрева обладает рядом преимуществ.
- Индукционное оборудование позволяет быстро разогревать и плавить любые металлические детали. Термическая обработка заготовок при этом может проводиться в десятки раз быстрее, чем при применении газовых горелок. Индукционный агрегат позволяет получить нужную температуру детали буквально за несколько секунд.
- Нагрев можно проводить в различной среде. К примеру, индукционный агрегат вместе с заготовкой могут помещаться в атмосферу защитного газа, окислительную или восстановительную среду, жидкость и даже вакуум. Стандартные устройства газового разогрева не могут использоваться в подобных условиях.
- Процесс индукционного нагрева происходит исключительно за счет тепловой энергии, которая выделяется при прохождении вихревых токов через заготовку. Поэтому поверхность детали не загрязняется продуктами горения факела (как при газопламенном нагреве) или веществом электрода (как при дуговой сварке).
- Агрегаты индукционного нагрева можно использовать в любых условиях, даже в плохо проветриваемых и закрытых помещениях. Это обусловлено тем, что в процессе работы такое оборудование не загрязняет окружающий воздух продуктами сгорания.
- Индукторы можно использовать для местного и избирательного нагрева заготовок, при котором нужно повысить температуру не всей детали, а отдельных ее частей.
Недостатки технологии
Метод индукционного нагрева металлических заготовок имеет и некоторые недостатки, которые обязательно нужно учесть, прежде чем приступить к работе с оборудованием.
- Индукторы имеют достаточно сложную конструкцию. Для работы с ними, их ремонта и обслуживания нужно привлекать квалифицированных специалистов, прошедших соответствующую подготовку.
- Для полноценной эксплуатации устройств индукционного нагрева требуется мощный источник электрической энергии. Также необходимо иметь специальный бак и насос, чтобы обеспечить качественное охлаждение агрегата.
- Несмотря на довольно компактные размеры самого индуктора, вся установка в комплекте с генератором занимает много места и имеет большой вес. Поэтому такая техника непригодна для работы в полевых условиях. Ее целесообразно использовать для стационарной установки в помещениях. Для выездных работ лучше применять другие виды техники для нагрева металлических деталей.
Как индукционный нагрев применяется в сварке
Процесс сваривания металлических деталей при помощи устройств индукционного нагрева происходит следующим образом. Свариваемые заготовки помещаются внутрь витков индуктора, на него подается ток высокого напряжения и частоты. В этот момент возникают вихревые токи, в результате чего детали быстро нагреваются. Противоположные края свариваемых заготовок сближают по направлению друг к другу, располагая их под некоторым углом.
В момент, когда детали соприкасаются, между их кромками образуется V-образная щель. Вихревые токи, сгенерированные в заготовках, встречают на своем пути эту щель и отклоняются ближе к вершине угла схождения. В силу поверхностного эффекта электрический заряд сосредоточивается на краях свариваемых деталей, и именно в этих точках нагрев происходит более интенсивно. В конечном итоге кромки заготовок плавятся и соединяются между собой. По мере их сваривания положение деталей выравнивается до горизонтального, V-образная щель исчезает, и металлические элементы прочно привариваются друг к другу.
Вы можете приобрести оборудование для индукционной сварки в нашей компании. Чтобы сделать заказ, обсудить условия доставки и оплаты товара, позвоните по телефону, который указан на сайте.
Принцип работы индукционного нагревателя
Индуктивный нагреватель функционирует благодаря взаимодействию генерируемых электромагнитным полем дросселя вихревых токов с металлической поверхностью. Существует несколько схем изготовления индукционного нагревателя своими руками. Самые доступные из них – конструкции из полипропиленовой трубы и сварочного инвертора.
Принцип работы индукционного нагревателя
Когда переменный электрический ток протекает по спирали дросселя, вокруг него формируется электромагнитное поле. При помещении в середину катушки сердечника из металла, обладающего магнитными свойствами, его температура повышается. Это индукционный нагрев – явление, возникающее под действием вихревых токов. Наблюдается оно только при питании дросселя переменным электротоком, обладающим достаточной частотой изменений знака и направления. Когда на индуктивную деталь поступает постоянный ток, изменения температуры сердечника не происходит.
На этом принципе основано функционирование индуктора для нагрева заготовок. Основным компонентом агрегата в большинстве случаев является спиральная конфигурация из металла. В плитах для приготовления пищи в этой роли задействован уплощенный элемент, находящийся на малом расстоянии от варочной панели. В отопительном котле роль индуктора выполняет трубка из стали, наполненная теплоносителем (его функцию выполняет жидкость).
Важными составляющими рассматриваемого агрегата являются генератор переменного тока и нагревательный элемент. Первый применяют для получения питания достаточно высокой частоты из типовой квартирной электросети в 50 Гц. Второй представляет собой конструкцию из металла, способную к поглощению теплоты при нахождении в полевом пространстве. Генератор направляет на индуктор (спиральный элемент) электроток, приведенный к нужным параметрам. При этом через катушку идет поток заряженных частиц, создающий поле. Металл, помещенный в зону его действия, разогревается под действием токов Фуке без прямого соприкосновения с индуктором. Для подогрева воды в таком агрегате необходимо наличие ее контакта с нагревательным элементом. Самым простым примером такой конструкции будет труба из металла, по которой проходит водный поток. В процессе жидкость охлаждает стенки, что продлевает срок службы конструкции.
Преимущества и недостатки прибора
Индукционный нагрев может предоставить ряд выгод, которые не способно дать применение электродных приспособлений. Поскольку нагрев жидкости осуществляется металлическим элементом, не принимающим участия в электрохимических реакциях, долговечность устройства зависит только от катушки. Продолжительностью ее эксплуатации определяется продолжительность функционирования устройства. Некоторые индукторы сохраняют работоспособность более 10 лет. С этим же связана совместимость агрегата с разными типами жидкостей-теплоносителей. Помимо простой воды для этой роли пригодны машинные масла и незамерзающие составы.
Внутренние части агрегата в процессе использования не покрываются скоплениями накипи. Благодаря постоянному соприкосновению с жидкостью снижается вероятность перегрева деталей, что также способствует продлению срока эксплуатации. Конвекция в устройстве обычно достигает достаточного уровня, чтобы не потребовалось устанавливать циркуляционный насос. Нет необходимости и в шумоизоляционных мероприятиях – аппарат работает достаточно тихо.

Однако индукционный нагреватель имеет и слабые стороны:
- Для функционирования устройства требуется электрическая энергия. В помещении, где не проведено электричество или нет возможности обеспечить к нему доступ, котел работать не сможет. В местах с регулярными сетевыми перебоями он не будет работать эффективно.
- При чрезмерном повышении температуры переносящая тепло жидкость переходит в газообразное состояние. Это провоцирует сильное повышение давления в конструкции, в результате чего может случиться разрыв труб. Чтобы это не произошло, потребуется оборудовать установку средствами контроля давления и температуры. Это могут быть манометр, термодатчик, приспособление для аварийного отключения при выходе параметров за рамки заданного диапазона.
Потребность в дополнительных оснастках может поспособствовать серьезному увеличению расходов на оборудование самодельного индукционного обогревателя.
Устройство считается почти полностью бесшумным, но на практике это не всегда так. Это касается моделей промышленного производства и установок, спроектированных в домашних условиях.
Варианты самодельных устройств
Сделать обогреватель в домашних условиях можно несколькими способами. Самым доступным вариантом является изготовление устройства из кухонной электрической плиты и полипропиленовой трубы. Сложным в исполнении, но достаточно мощным является инверторный аппарат.
Нагревательный элемент из трубы

Данная разработка предполагает демонтаж спирального индуктора, установленного в электроплите, и размещение на его месте новой конструкции. Для ее изготовления потребуется полипропиленовая трубка длиной 0,5 м и диаметром 4 см, магнитный элемент, 5 текстолитовых стержней, отводы для соединения с сетью отопления. Также понадобится приобрести моток проводника с площадью поперечника 2 мм² с покрытием из стеклоизола (такой кабель часто используют в сварочных трансформаторных устройствах) и металлические мочалки для мытья посуды.
Последовательность действий при изготовлении аппарата:
- В трубку помещают магнит и заполняют ее мочалками (вместо них допустимо применение порубленной проволоки).
- Монтируют отводы, снабженные резьбой.
- Вдоль корпуса наклеивают стерженьки, на которые наматывают провод, покрытый стеклоизолом.
- Разбирают варочную панель и снимают с нее заводской индуктор, исполненный в виде плоской спирали. На его место устанавливают подготовленную конструкцию.
Нагревателем в данном аппарате выступают металлические мочалки, помещенные в переменное поле катушки. При запуске панели в максимальном режиме при параллельном пропускании воды ее получится нагреть на 15-20 °С. Учитывая, что используемые для конструкции плитки обычно имеют мощность не более 2000 Вт, получившийся агрегат пригоден для обогрева жилых помещений площадью до 25 м².
Эффективность устройства можно увеличить, соединив его со сварочным аппаратом, но такая работа сопряжена с рядом трудностей. Во-первых, аппарат потребуется разбирать и искать на схеме места, еще не подвергшиеся выпрямлению. Это связано с тем, что в нем создается постоянный ток, а для функционирования нагревателя требуется переменный. Во-вторых, потребуется использовать более толстую проводку (например, медную диаметром 1,5 мм, покрытую эмалевым составом) и рассчитывать необходимое количество витков. Наконец, необходимо будет внедрить в установку механизм охлаждения.
Сборка индукционного котла
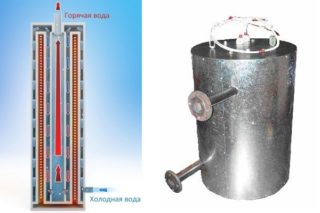
Данное решение не предполагает разборки плитки. Вместо этого мастеру будет нужно сварить по ее габаритам бачок котла. Берется профильная трубка из стали толщиной 2 мм и габаритами отверстия 2 на 4 см. Из нее потребуется сделать заготовочные элементы по ширине панели. Трубы свариваются по длине, совмещаясь меньшими сторонами. Кверху и книзу к торцовым частям нужно герметически приварить покрышки из железа. В них проделываются дырочки и устанавливаются патрубки, снабженные резьбой. Также нужно приварить пару уголков, формирующих полочку для печи.
Красить аппарат нужно температуростойким эмалевым составом. После его высыхания и закрепления котел монтируют на стену и врезают в отопительную систему. Варочная панель помещается в гнездышко с уголками и подсоединяется к электрической сети. Затем нужно наполнить установку теплоносителем, провести стравливание воздушных масс и завести нагрев индукторного элемента.
Самодельный нагреватель отличается недостаточной мощностью для обогрева больших жилплощадей. Морозной зимой он сможет отопить две маленькие комнаты. В переходные сезоны, когда температура воздуха на улице держится около нуля, агрегат сможет обслужить большие площади – до 40 м2.
Из сварочного инвертора
При намерении задействовать сварочный аппарат необходимо учитывать, что подсоединять индуктор к его зажимам напрямую строго запрещается. Нарушение этого требования чревато потерей работоспособности всех элементов установки. Чтобы объединить индуктивный нагреватель со сварочным аппаратом, в последнем придется провести ряд сложных манипуляций, требующих опытности мастера и детального понимания устройства агрегата. Первичную обмотку необходимо подключить вслед за преобразователем высокочастотных сигналов инверторного механизма вместо его встроенного индуктивного дросселя. Помимо этого, необходимо провести спайку блока конденсации и демонтировать диодный мостик.
Как сделать мощный индукционный нагреватель

Рассмотренные устройства имеют потребляемую мощность в районе 2,5 кВт. Чтобы изготовить аппарат с более высоким показателем (4 кВт), от мастера нужны серьезные знания в области радиоэлектроники. Неопытному радиолюбителю браться за эту работу небезопасно.
Одним из вариантов может быть конструкция из блока питания с двумя парами обмоток, трансформатора, драйверной и управляющей плат. Значение частоты, на которой функционирует агрегат, уступает резонансной. Две катушки служат для снабжения драйверов, одна – для платы управления, и еще одна является силовой. Она питает пусковой релейный механизм, вентилятор и насос охладителя.
Советы по безопасности
Установки этого типа широко применяются не только для отопления помещений, но и для проведения плавильных работ. Основная проблема, связанная с индукционными устройствами домашнего изготовления, связана с отсутствием узлов, обеспечивающих контроль показателей температуры и давления и предохранение от взрыва. Поэтому при эксплуатации таких агрегатов нужно проявлять внимательность и осторожность.
Перед запуском котла надлежит проверить наполнение полости теплоносителем. Корпус, выполненный из полимеров, без регулярного охлаждения жидкостью начнет плавиться. Это влечет за собой деформационные изменения и полный выход установки из строя. Также опасность может представлять выпадение накаленного металла из плавящегося корпуса. При таком инциденте потребуется провести замену ряда узлов установки.
К электричеству аппарат подключают через отдельный провод, который ведется от щита. Контакты нужно перекрыть изоляционным материалом. Если в конструкции задействован аппарат для сварки, его инвертор должен быть заземлен. Провод, используемый для этой операции, должен иметь 4-6 мм в поперечнике. Для предотвращения избыточного нагревания установки при отсутствии воды целесообразно вмонтировать во входное отверстие клапан избыточного давления.
Выводы и рекомендации
Браться за самостоятельное изготовление устройства есть резон, если в хозяйстве уже имеется индукционная панель. Затраты на ее приобретение достаточно высоки и сопоставимы с ценой электродного нагревателя. Мощность некоторых таких моделей достигает 10 кВт, в то время как смастерить в домашних условиях установку с показателем выше 2,5 кВт под силу только мастеру с должным уровнем компетентности (как минимум, нужно уметь собирать схему частотного преобразователя). Также перед монтажом необходимо удостовериться в отсутствии щелей и прорех, через которые жидкость из теплогенератора может просочиться наружу: такой инцидент способен вызвать пожар.
Индукционный нагреватель простой конструкции, рассчитанный на обслуживание небольшой площади помещения, несложно смастерить без специальной подготовки. Более мощные и эффективные варианты, например, со сварочным аппаратом или двумя платами, требуют от сборщика компетенций в области радиоэлектроники. Особенности строения этих установок обусловливают необходимость приобретения дополнительных средств контроля для обеспечения безопасности.
Индукционный нагреватель металла. Принцип работы

 Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла. Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.

Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.

Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.

Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.

Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.

После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, ° С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
Индукционный нагрев, закалка и индукционная плавка металлов
Самым совершенным видом нагрева является такой, при котором тепло создается непосредственно в нагреваемом теле. Такой способ нагрева очень хорошо осуществляется пропусканием через тело электрического тока. Однако, прямое — включение нагреваемого тела в электрическую цепь не всегда возможно по причинам технического и практического характера.
В этих случаях совершенный вид нагрева может быть осуществлен применением индукционного нагрева, при котором тепло также создается в самом нагреваемом теле, что исключает излишний, обычно большой, расход энергий в стенках печи или в других нагревающих элементах. Поэтому, несмотря на сравнительно невысокий к. п. д. генерирования токов повышенной и высокой частоты, общий к. п. д. индукционного нагрева оказываётся часто выше, чем при других способах нагрева.

Индукционный способ позволяет также осуществлять быстрый нагрев неметаллических тел равномерно по всей их толщине. Плохая теплопроводность таких тел исключает возможность быстрого нагрева их внутренних слоев обычным способом, т. е. подводом тепла извне. При индукционном способе тепло образуется одинаково как в наружных слоях, так и во внутренних и может даже возникнуть опасность перегрева последних, если не сделать необходимой теплоизоляции наружных слоев.
Особо ценным свойством индукционного нагрева является возможность весьма высокой концентрации энергии в нагреваемом теле, легко поддающейся точной дозировке. Только электрической дугой можно получить тот же порядок плотности энергии, однако, этот способ нагрева трудно поддается контролю.
Особенности и общеизвестные преимущества индукционного нагрева создали широкие возможности применения его во многих отраслях промышленности. Кроме того, он позволяет создавать новые виды конструкций, которые вовсе не осуществимы пои обычных способах термообработки.
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев.
Индукционный нагрев металлов основан на двух физических законах: законе электромагнитной индукции Фарадея-Максвелла и законе Джоуля-Ленца. Металлические тела (заготовки, детали и др.) помещают в переменное магнитное поле, которое возбуждает в них вихревое электрическое поле. ЭДС индукции определяется скоростью изменения магнитного потока. Под действием ЭДС индукции в телах протекают вихревые (замкнутые внутри тел) токи, выделяющие теплоту по закону Джоуля-Ленца. Эта ЭДС создает в металле переменный ток, тепловая энергия, выделяемая данными токами, является причиной нагрева металла. Индукционный нагрев является прямым и бесконтактным. Он позволяет достигать температуры, достаточной для плавления самых тугоплавких металлов и сплавов.
Интенсивный индукционный нагрев возможен лишь в электромагнитных полях высокой напряженности и частоты, которые создают специальными устройствами – индукторами. Индукторы питают от сети 50 Гц (установки промышленной частоты) или от индивидуальных источников питания – генераторов и преобразователей средней и высокой частоты.
Простейший индуктор устройств косвенного индукционного нагрева низкой частоты – изолированный проводник (вытянутый или свернутый в спираль), помещенный внутрь металлической трубы или наложенный на ее поверхность. При протекании по проводнику-индуктору тока в трубе наводятся греющие ее вихревые токи. Теплота от трубы (это может быть также тигель, емкость) передается нагреваемой среде (воде, протекающей по трубе, воздуху и т. д.).
Индукционный нагрев и закалка металлов
Наиболее широко применяется прямой индукционный нагрев металлов на средних и высоких частотах. Для этого используют индукторы специального исполнения. Индуктор испускает электромагнитную волну, которая падает на нагреваемое тело и затухает в нем. Энергия поглощенной волны преобразуется в теле в теплоту. Эффективность нагрева тем выше, чем ближе вид испускаемой электромагнитной волны (плоская, цилиндрическая и т. д.) к форме тела. Поэтому для нагрева плоских тел применяют плоские индукторы, цилиндрических заготовок – цилиндрические (соленоидные) индукторы. В общем случае они могут иметь сложную форму, обусловленную необходимостью концентрации электромагнитной энергии в нужном направлении.
Особенностью индукционного ввода энергии является возможность регулирования пространственного расположения зоны протекания вихревых токов.
Во-первых, вихревые токи протекают в пределах площади, охватываемой индуктором. Нагревается только та часть тела, которая находится в магнитной связи с индуктором независимо от общих размеров тела.
Во-вторых, глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит, кроме других факторов, от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты).
Эффективность передачи энергии от индуктора к нагреваемому току зависит от величины зазора между ними и повышается при его уменьшении.

Индукционный нагрев применяют для поверхностной закалки стальных изделий, сквозного нагрева под пластическую деформацию (ковку, штамповку, прессование и т. д.), плавления металлов, термической обработки (отжиг, отпуск, нормализация, закалка), сварки, наплавки, пайки металлов.

Косвенный индукционный нагрев применяют для обогрева технологического оборудования (трубопроводы, емкости и т. д.), нагрева жидких сред, сушки покрытий, материалов (например, древесины). Важнейший параметр установок индукционного нагрева – частота. Для каждого процесса (поверхностная закалка, сквозной нагрев) существует оптимальный диапазон частот, обеспечивающий наилучшие технологические и экономические показатели. Для индукционного нагрева используют частоты от 50Гц до 5Мгц.
Преимущества индукционного нагрева
1) Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2) Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
3) Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
4) Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда.
Индукционные плавильные печи
Индукционную печь или устройство можно рассматривать как своего рода трансформатор, в котором первичная обмотка (индуктор) подключена к источнику переменного тока, а вторичной обмоткой служит само нагреваемое тело.
Для рабочего процесса индукционных плавильных печей характерно электродинамическое и тепловое движение жидкого металла в ванне или тигле, способствующее получению однородного по составу металла и его равномерной температуры по всему объему, а также малый угар металла (в несколько раз меньше, чем в дуговых печах).
Индукционные плавильные печи применяют при производстве литья, в том числе фасонного, из стали, чугуна, цветных металлов и сплавов.
Индукционные плавильные печи можно разделить на канальные печи промышленной частоты и тигельные печи промышленной, средней и высокой частоты.
Индукционная канальная печь представляет собой трансформатор, обычно промышленной частоты (50 Гц). Вторичной обмоткой трансформатора служит виток из расплавленного металла. Металл заключен в кольцевом канале из огнеупора.
Основной магнитный поток наводит в металле канала ЭДС, ЭДС создает ток, ток нагревает металл, поэтому, индукционная канальная печь подобна трансформатору, работающему в режиме короткого замыкания.
Индукторы канальных печей выполняют из продольной медной трубки, он имеет водяное охлаждение, канальная часть подового камня охлаждается от вентилятора или от централизованной воздушной системы.

Индукционные канальные печи предназначены для непрерывной работы с редкими переходами с одной марки металла на другую. Индукционные канальные печи, в основном применяют для плавки алюминия и его сплавов, а также меди и некоторых ее сплавов. Другие серии печей специализированы как миксеры для выдержки и перегрева жидкого чугуна, цветных металлов и сплавов перед разливкой в литейные формы.
Работа индукционной тигельной печи основана на поглощении электромагнитной энергии проводящей садки. Садка размещена внутри цилиндрической катушки – индуктора. С электрической точки зрения, индукционная тигельная печь представляет собой короткозамкнутый воздушный трансформатор, вторичной обмоткой которого является проводящая садка.
Индукционные тигельные печи используют преимущественно для плавки металлов на фасонное литье при периодическом режиме работы, а также вне зависимости от режима работы — для плавки некоторых сплавов, например бронз, которые пагубно влияют на футеровку канальных печей.
Как сделать индукционный нагреватель своими руками из сварочного инвертора

Индукционные отопительные котлы – это приборы, которые отличаются очень высоким КПД. Они позволяют заметно снизить затраты на электроэнергию по сравнению с традиционными приборами, оборудованными ТЭНами.
Модели промышленного производства недешевы. Однако сделать индукционный нагреватель своими руками сможет любой домашний мастер, владеющий нехитрым набором инструментов. Ему в помощь мы предлагаем подробное описание принципа действия и сборки эффективного обогревателя.
Принцип работы индукционного нагревателя
Индукционный нагрев невозможен без использования трех основных элементов:
- индуктора;
- генератора;
- нагревательного элемента.
Индуктор представляет собой катушку, обычно выполненную из медной проволоки, с ее помощью генерируют магнитное поле. Генератор переменного тока используют для получения высокочастотного потока из стандартного потока домашней электросети с частотой 50 Гц.
В качестве нагревательного элемента применяется металлический предмет, способный поглощать тепловую энергию под воздействием магнитного поля. Если правильно соединить эти элементы, можно получить высокопроизводительный прибор, который прекрасно подходит для подогрева жидкого теплоносителя и отопления дома.
С помощью генератора электрический ток с необходимыми характеристиками подается на индуктор, т.е. на медную катушку. При прохождении через нее поток заряженных частиц формирует магнитное поле.

Особенность поля состоит в том, что оно обладает способностью на высоких частотах изменять направление электромагнитных волн. Если в это поле поместить какой-нибудь металлический предмет, он начнет нагреваться без непосредственного контакта с индуктором под воздействием созданных вихревых токов.
Отсутствие контакта позволяет сделать потери энергии при переходе из одного вида в другой ничтожными, чем и объясняется повышенный КПД индукционных котлов.
Чтобы подогреть воду для отопительного контура, достаточно обеспечить ее контакт с металлическим нагревателем. Часто в качестве нагревательного элемента используют металлическую трубу, через которую просто пропускают поток воды. Вода попутно охлаждает нагреватель, что значительно увеличивает срок его службы.
Преимущества и недостатки прибора
“Плюсов” у вихревого индукционного нагревателя великое множество. Это простая для самостоятельного изготовления схема, повышенная надежность, высокий КПД, относительно низкие затраты на электроэнергию, длительный срок эксплуатации, малая вероятность возникновения поломок и т.п.
Производительность прибора может быть значительной, агрегаты этого типа успешно используются в металлургической промышленности. По скорости нагрева теплоносителя устройства этого типа уверенно соперничают с традиционными электрическими котлами, температура воды в системе быстро достигает необходимого уровня.
Во время функционирования индукционного котла нагреватель слегка вибрирует. Эта вибрация стряхивает со стенок металлической трубы известковый осадок и другие возможные загрязнения, поэтому в очистке такой прибор нуждается крайне редко. Конечно, отопительную систему следует защитить от этих загрязнений с помощью механического фильтра.
Постоянный контакт с водой сводит к минимуму и вероятность перегорания нагревателя, что является довольно частой проблемой для традиционных котлов с ТЭНами. Несмотря на вибрацию, котел работает исключительно тихо, дополнительная шумоизоляция в месте установки прибора не понадобится.
Еще индукционные котлы хороши тем, что они практически никогда не протекают, если только монтаж системы выполнен правильно. Это очень ценное качество для электрического отопления, так как исключает или значительно сокращает вероятность возникновения опасных ситуаций.
Отсутствие протечек обусловлено бесконтактным способом передачи тепловой энергии нагревателю. Теплоноситель с помощью описанной выше технологии можно разогреть чуть ли не до парообразного состояния.
Это обеспечивает достаточную тепловую конвекцию, чтобы стимулировать эффективное перемещение теплоносителя по трубам. В большинстве случаев отопительную систему не придется оборудовать циркуляционным насосом, хотя все зависит от особенностей и схемы конкретной системы отопления.
Иногда циркуляционный насос необходим. Установить прибор относительно несложно. Хотя для этого понадобятся некоторые навыки монтажа электроприборов и отопительных труб. Но есть у этого удобного и надежного прибора ряд недостатков, с которыми также следует считаться.
Например, котел греет не только теплоноситель, но и все окружающее его рабочее пространство. Нужно выделить для такого агрегата отдельное помещение и удалить из него все посторонние предметы. Для человека длительное пребывание в непосредственной близости от работающего котла также может быть небезопасным.
Для работы прибора необходима электроэнергия. В местностях, где свободный доступ к этому благу цивилизации отсутствует, индукционный котел будет бесполезен. Да и там, где наблюдаются частые перебои с электричеством, он продемонстрирует невысокую эффективность. При неосторожном обращении с прибором может произойти взрыв.
Если перегреть теплоноситель, он превратится в пар. В результате давление в системе резко возрастет, чего трубы просто не выдержат, их разорвет. Поэтому для нормальной работы системы прибор следует снабдить как минимум манометром, а еще лучше – устройством аварийного отключения, терморегулятором и т.п.
Все это может заметно повысить стоимость самодельного индукционного котла. Хотя прибор и считается практически бесшумным, это не всегда так. Некоторые модели в силу разных причин могут все же издавать некоторые шумы. Для устройства, выполненного самостоятельно, вероятность такого исхода возрастает.
Шаги изготовления самоделки
Сделать такое устройство самостоятельно не так уж сложно. Для этого понадобится:
- Изготовить нагревательный элемент.
- Сделать катушку индуктора из медной проволоки.
- Взять готовый генератор переменного тока.
- Присоединить нагреватель с катушкой к системе отопления.
- Подключить катушку к генератору.
- Подвести электропитание к системе.
- Сделать пробный запуск, чтобы проверить работу агрегата.
В промышленных моделях в качестве нагревателя используется металлическая труба с толстыми стенками, но обеспечить достаточную мощность самодельного устройства, чтобы разогреть такой элемент, очень сложно и большого смысла не имеет. Индукционная катушка способна разогреть любой металл, поэтому нагреватель можно модифицировать.
В качестве корпуса для индукционного нагревателя из сварочного инвертора используют отрезок пластиковой трубы. Он должен быть немного больше в диаметре, чем трубы отопления. Длина трубы для нагревателя может составлять примерно один метр, внутренний диаметр можно варьировать в пределах 50-80 мм.
Для подключения нагревателя к системе следует установить переходники в нижней и верхней части корпуса. Нижнюю часть трубы нужно закрыть решеткой, затем внутрь корпуса кладут наполнитель, состоящий из небольших частичек металла. Получить наполнитель можно, пример, из проволоки, прутка, узкой металлической трубы и т.п.
Длину отрезков можно варьировать произвольно. Чаще всего для этого используют стальную проволоку диаметром 6-8 мм, которую просто нарезают небольшими кусочками. Некоторые мастера рекомендуют нарезать ее длинными прутьями, примерно по 90 см, т.е. почти по длине нагревателя.
Чем выше магнитное сопротивление стали, из которой изготовлена проволока, тем лучше она будет нагреваться. В зависимости от размеров этих кусочков подбирается и защитная сетка, которую монтируют внизу корпуса. Наполнитель засыпают или укладывают в трубу до самого верха. После этого верхнюю часть также закрывают сеткой.
Таким образом, самодельный нагреватель для индукционного котла выглядит как толстая пластиковая труба, набитая кусочками металла и закрытая с двух сторон сеткой. Сверху и снизу нагреватель имеет переходники для подключения к отопительному контуру. Полимерная труба для нагревателя должна иметь достаточно толстые стенки.
Кроме того, любой пластик для этих целей не подойдет, материал должен переносить воздействие довольно сильного нагрева и при этом не выделять в атмосферу или в теплоноситель никаких опасных веществ. Теперь следует изготовить индукционную решетку. Для этого берут медную проволоку и наматывают ее прямо на корпус нагревателя.
Чем больше витков проволоки, тем лучше. Считается, что у индукционной катушки должно быть не менее 90 витков. Индуктор наматывают на трубу очень плотно, между витками не должно быть никакого зазора.
Для обмотки подойдет медный изолированный провод на 1-1,5 мм. Более толстый кабель здесь не нужен, поскольку он и работы по обмотке затруднит, сложнее будет расположить витки вплотную.
Наличие зазоров может привести к возникновению шума из-за вибрации, которой сопровождается работа такого агрегата. Со временем такая ситуация может привести к разрушению изоляции, что вызовет межвитковое замыкание.
Сверху и снизу помимо переходников следует установить запорные краны. Они нужны, чтобы обеспечить возможность при необходимости перекрыть воду в отопительном контуре.
При установке нагревателя следует помнить, что его нижний конец должен быть направлен к обратке, трубы, предназначенной для сбора остывшего теплоносителя в двухтрубной отопительной системе. Самый простой способ обзавестись генератором переменного поля – взять инвертор от сварочного аппарата.
Контакты индукционной катушки присоединяют к полюсам инвертора. Как только к агрегату подведут электропитание и включат его в сеть, самодельный индукционный котел начнет работать.
Для изготовления такого устройства подойдет даже недорогой сварочный аппарат, например, модель китайского производства, которая позволяет регулировать силу тока, начиная с уровня в 10 А. Возле переходника на подаче следует установить датчик терморегулятора. Подключение сварочного инвертора выполняется через этот терморегулятор.
На выходах необходимо поставить выпрямительные диоды. Для этого придется вскрыть корпус сварочного аппарата и припаять к выходу проводники, затем присоединить их к диодам. Если выполнить подключение без диодов, напрямую, то на обмотку поступит ток с выпрямленным напряжением, и катушка будет работать как электромагнит, а не как индуктор.
В некоторых современных сварочных аппаратах имеется датчик касания, который запускает работу в момент, когда электрод касается рабочей поверхности. Этот момент необходимо учесть, чтобы датчик либо срабатывал в нужный момент, либо не влиял на работу самодельного котла.
Если с переделкой сварочного аппарата у неопытного мастера возникают проблемы, ему лучше обратиться за профессиональной консультацией.
Если все сделано правильно, сварочный аппарат в будущем можно использовать по прямому назначению. Нужно будет отпаять проводники с диодами и произвести обратную сборку. Под воздействием высокочастотного переменного тока индукционная катушка создаст магнитное поле.
Металл, находящийся внутри полимерного корпуса начнет нагреваться и передавать тепло воде, которая циркулирует по отопительному контуру. На разогрев теплоносителя устройству понадобится всего несколько минут.
Место для индукционного нагревателя следует правильно выбрать. Агрегат должен располагаться на 800 мм ниже уровня потолка, а от стен и предметов мебели его должно отделять минимум 300 мм.
Несколько слов о безопасности
Самодельные индукционные котлы обычно не снабжены системами контроля и защиты, что делает их небезопасными. Поэтому перед включением агрегата необходимо убедиться, что полость корпуса заполнена жидким теплоносителем.
Если полимерный корпус нагревателя будет подвергаться постоянному нагреву без омывания теплоносителем, он просто расплавится, иногда это приводит не только к деформации нагревателя, но и к его полному повреждению.
Опасным может быть и выпадение раскаленного металлического наполнителя из расплавившегося корпуса. В этом случае придется почти полностью демонтировать устройство и сделать для него новый нагревательный элемент.
Подключение к электропитанию следует выполнять по отдельному кабелю, проведенному от щитка. Разумеется, необходимо тщательно закрыть изоляцией все контакты. Инвертор сварочного аппарата также необходимо заземлить, это важный момент для обеспечения безопасности.
При этом понадобится кабель сечением не менее четырех миллиметров. Некоторые специалисты рекомендуют отдать предпочтение шестимиллиметровому кабелю. Чтобы предотвратить перегрев самодельного индукционного нагревателя из-за отсутствия в системе воды, рекомендуется установить на входе в нагреватель клапан избыточного давления.
Самодельное устройство этого типа, не снабженное специальными средствами защиты, это потенциально опасный объект, который требует постоянного контроля. Поэтому стоит потратить немного больше денег, но приобрести необходимые устройства.
При этом не помешает оценить затраты, возможно, покупка готового индукционного котла обойдется не намного дороже. Промышленные устройства обычно снабжены всей необходимой защитой.
Особенности и пошаговая технология изготовления еще одного варианта самодельного индукционного котла для системы отопления приведены здесь.
Выводы и полезное видео по теме
Ролик #1. Обзор принципов индукционного нагрева:
Ролик #2. Интересный вариант изготовления индукционного нагревателя:
Для установки индукционного нагревателя не нужно получать разрешение контролирующих органов, промышленные модели таких устройств вполне безопасны, они подходят и для частного дома, и для обычной квартиры. Но владельцам самодельных агрегатов не следует забывать о технике безопасности.
Комментируйте, пожалуйста, предложенный нами к ознакомлению материал. Задавайте вопросы по интересным или неясным моментам. Возможно, у вас есть собственный опыт в сооружении или в установке индукционного котла? Рассказать и разместить уникальные фото вы можете в блоке для комментариев, расположенном ниже.





