Технология производства фанеры
Изготовление листовой продукции из древесной основы осуществляется с соблюдением очередности этапов. Производство фанеры по точной и продуманной схеме обеспечивает достижение качественного результата. Характеристики плит зависят не только от условий изготовления, но и от применяемого сырья и способа его компоновки.

Какая бывает фанера?
Классификация по типу обработки:
- ФК. Влагостойкая продукция на карбамидных клеях. Назначение материала – обшивка внутренних конструкций, а также изготовление предметов интерьера и упаковочной тары. Плиты хорошо подходят для укладки на пол под ламинат и паркет в помещениях с высокой проходимостью.
- ФСФ. Фанера с повышенной влагостойкостью. Для производства применяется фенолформальдегидный клей. Материал обладает улучшенными свойствами, позволяющими размещать листы на участках, которые испытывают серьезные нагрузки. Высокие показатели влагостойкости обеспечивают долговечность и возможность использования для кровельных работ.
Сорта продукции по качеству используемого для изготовления шпона:
- I – на поверхности встречается минимальное количество дефектов;
- II – допускается небольшое коробление, наличие трещин и вставки из древесины для исправления недостатков;
- III – имеет все описанные дефекты, а также червоточины размером до 6 мм;
- IV – продукция с множеством изъянов, разрешается неровность кромок не более 5 мм.
Следует знать! Допускается комбинирование сырья, тогда фанерные листы имеют дробную маркировку. Например, 2/4 означает, что одна сторона более высокого качества (второго сорта), а обратная включает дефекты.
Из какого дерева изготавливают материал?
Производить продукцию можно из древесины хвойных и лиственных пород. Наиболее популярны следующие варианты:
- Береза. Характеризуется твердой структурой, обеспечивает отличное соединение плит между собой, поэтому подходит для получения тонкого и прочного шпона. Готовые изделия можно подвергать любой обработке, в том числе перфорации, без образования серьезных трещин и сколов.
- Ольха. Такой шпон не подвергается усыханию, а постоянное воздействие воды и высоких температур не приводит к появлению деформаций. Используется в качестве дополнения к более дешевому шпону.
- Липа. Обладает близкими с предыдущим вариантом параметрами. Относится к древесине, которая имеет однородную структуру, что обеспечивает образование ровного шпона при лущении.
- Хвойные (сосна, ель, пихта, лиственница и кедр). При обработке этих материалов могут возникать сложности, поскольку часто наблюдается неоднородность структуры годичных колец, особенно у сосны. По прочности такая фанера уступает березовой, но имеет меньший вес, что облегчает самостоятельную транспортировку и укладку. К тому же за счет натуральных смол изделия более устойчивы к появлению плесени и грибка.
- Калибровочный и окорочный станок. Используются для очистки бревен. В линию дополнительно включается обрезочное устройство. Технология допускает применение различных модификаций с ваннами для мытья и размягчения.
- Специальная установка для лущения. Наиболее популярны автоматические станки, оснащаемые двойными телескопическими шпинделями, между которыми закрепляется заготовка. Процесс контролируется до получения нужного результата. Настройка оборудования позволяет получать шпон разной толщины.
- Гильотина или специальные ножи. Отвечают за обрезку получаемой ленты до нужной длины. Современные агрегаты выполняют работы самостоятельно, укладывая лущеный материал в стопы.
- Сушилка. Обеспечивает нужный уровень влажности без нарушения структуры. Чаще всего применяется устройство тоннельного типа.
- Сырье подается на линию калибровки и очистки, где с бревен удаляются сучки и отделяется кора. Материал нарезается на фрагменты нужного размера.
- Получившиеся чурки перемещаются в ванну с горячей водой. В жидкость могут добавляться дополнительные компоненты, отвечающие за сохранение или улучшение определенных свойств. Этот этап необходим, чтобы вся древесина пробрела одинаковую влажность. Также процесс значительно облегчает дальнейшую обработку.
- Бревна помещаются на лущильный станок и фиксируются между двумя валами, которые задают темп вращения. Находящиеся с краю лезвия осуществляют снятие шпона. Можно использовать и другие методы, но лущение является наиболее эффективным.
- Листовой или ленточный шпон помещается на раскроенный станок, где происходит формирование размера. Для этих целей можно применять гильотину или специально настроенные ножи, в зависимости от подачи сырья.
- Наступает этап сушки: передвигаясь по роликовой системе, материал последовательно обрабатывается горячим воздухом. Итогом должна стать продукция с остаточной влажностью 4–6%.
- Шпон подается на проверочный участок, где происходит устранение недостатков и сортировка. Хотя линия производства максимально автоматизирована, часть работы необходимо делать вручную. Сырье распределяется по размеру, осуществляется предварительная очистка и группировка в стопки.
- На материал для сердцевины наносится склеивающая смесь, сверху выполняется облицовка перпендикулярными пластами. Если требуется усилить структуру плиты, то добавляются дополнительные слои.
- Сформированные листы помещаются на участок прессования. В зависимости от используемого клея, применяется холодный или горячий способ. Первый вариант подразумевает сжатие слоев в течение 6 часов при постоянной температуре, второй – применение высокого давления и горячего пресса.
- Объединенная группа компаний «Свеза». Холдинг включает шесть предприятий, выпускающих качественную продукцию, которая зарекомендовала себя для различных видов работ. Особое внимание заслуживает березовая фанера, отвечающая современным стандартам качества.
- ООО «Сыктывкарский фанерный завод». Основное направление – выпуск большеформатных листов, которые используются для обшивки или изготовления мебели. Также имеется линия производства ламинированной продукции.
- Группа компаний «Юнайтед Панел Груп». Выпускает отличные фанерные материалы 27 форматов с 30 вариантами толщины, специализируется на березовых и ламинированных плитах.

Из исторических глубин
Как часто бывает с историей, от длительного использования она затирается, и вот уже нельзя разглядеть подробности, и видны только очень выпуклые факты.
Название «фанера» происходит от голландского слова «fineer», что означает тонкий древесный лист, шпон. А вот тонкие древесные листы, склеенные между собой в единый трех и более слойный лист, носил название арборит.
Тонкие листы древесины – шпона, известны очень давно. Наиболее древним изделием, с фанерованным покрытием ученые считают ящик-ларец, найденный в одной из фараоновых гробниц. Сундучок тот сделан из древесины кедра, а на лицевой стороне покрыт тонкими пластинами эбенового дерева. Сделано это было, скорее всего, для удешевления изделия – в Египте своих лесов было, мягко говоря, недостаточно, и древесину ввозили издалека.

Массовое производство фанерованной мебели началось во Франции, в XVI веке. Такая имитация ценных пород древесины в мебельном производстве позволила сделать предметы мебели более доступными для массового потребителя. Именно от столярной технологии фанерования и происходит сленговое название использования плюс-фонограммы некоторыми исполнителями: «петь под фанеру» — имитировать для массового потребителя ценное живое исполнение записанной заранее фонограммой.
Но вернемся к материалу, склеенному из нескольких листов фанеры – арбориту. Изобрел в 1881 году эту технологию Огнеслав Степанович. Костович. Новый материал Костович разработал для изготовления деталей дирижабля «Россия». Из арборита был изготовлен не тольк остов дирижабля, но и детали двигателя, в том числе, и передаточный вал, имевший длину тридцать метров.
Костович же и внедрил разработанную технологию в производство, основав завод «Арборит» под Петербургом. Завод выпускал листы арборита и всевозможные изделия из него: ящики, винные бочки, чемоданы. Производились и строительные детали, даже небольшие сборные садовые домики. Особым видом продукции являлись арборитовые трубы, использовавшиеся для производства рангоута яхт, лестниц, и прочего. К началу Первой мировой войны в России было около пятидесяти предприятий, выпускающих арборит, правда, к этому времени материал уже стал носить название фанера. В то время Россия являлась крупнейшим экспортером фанеры и изделий из нее.

Технология изготовления фанеры
Как уже понятно из вышесказанного, технология изготовления фанеры на заводе состоит из нескольких этапов. Рассмотрим подробнее, как изготавливают фанеру на заводе.
- Первичная подготовка бревен. Для изготовления фанеры отбирается сырье. Нормативы отбора зафиксированы в ГОСТ 9462-88. Доставленные на деревообрабатывающий завод бревна окоряются, разрезаются на необходимую длину – в зависимости от заданной ширины листа, затем некоторое время размачиваются в горячей воде – гидротермически обрабатываются.
- Лущение. Подготовленные бревна с помощью лущильного станка распускаются на тонкие листы шпона. Толщина шпоновых пластин составляет 1,5-1,8 мм. Принцип действия лущильного станка идентичен работе карандашной точилки. Только лезвие в точилке закреплено под наклоном, а в лущильном станке – прямо. Лезвие станка установлено по касательной к годичным кольцам бревна. Кстати, изобретателем лущильного станка также является наш соотечественник. Профессор Фишер изобрел его в 1819 году.
- Нарезка, сортировка, починка. Полученный шпон разрезается на листы определенного размера. Далее полученный шпон сортируется. В дело идут не только цельные листы шпона. Для производства годятся пластины, шириной не менее 490 мм. Не цельные куски склеиваются «на ус» и ребросклеивание. Починенные таким образом листы используются для изготовления внутренних слоев листа фанеры.
- Сушка. Отсортированные листы сушатся в специальной камере.
- Склеивание. Готовые листы склеивают между собой, при этом располагают пластины шпона таким образом, чтобы волокна древесины следующего слоя были перпендикулярно древесным волокнам предыдущего. Этот способ придает листу фанеры прочность. Количество слоев зависит от заданной толщины листа. Для склеивания используется клеевой состав, рецептура которого каждым производителем держится в секрете. Пластины шпона с нанесенным клеем собираются в пакеты, затем происходит этап холодного прессования. После этого листы подвергаются еще горячему прессованию.
- Обрезка и маркирование. Готовые листы обрезают в размер, сортируют и маркируют в зависимости от сорта и марки.

Сорта и марки фанеры
Фанеру изготавливают из древесины хвойных пород и березы. Березовая фанера более прочная, но и более дорогая. Поэтому материалы для широкого потребления, например, в строительстве, чаще всего делают из хвойной древесины.
Существуют стандарты на изготовление пяти сортов фанеры. Сорт Е – элитный. В нем не допускается наличие дефектов на лицевых поверхностях. Остальные сорта – от I до IV допускают разные дефекты поверхности листа: наличие сучков, в том числе, и выпавших, трещин, червоточин, коробления, и пр.
Вот так, в общих словах, выглядит процесс изготовления фанеры. На видео можете более подробно ознакомиться, как делают фанеру из березы или другой древесины.
Простой способ изготовить самодельную фанеру
Здравствуйте, уважаемые читатели и самоделкины!
Практически каждый из Вас использовал при изготовлении различных самоделок такой универсальный материал, как фанера. Однако не всегда можно раздобыть фанеру из необходимого сорта древесины, или подходящей толщины.
В данной статье, автор YouTube канала «Woodworking Tips and Tricks» расскажет Вам о том, как в домашних условиях можно изготовить тонкую высококачественную фанеру, правда, в небольших объёмах.

Эта техника позволит получить фанеру из любых, даже ценных пород древесины.
Материалы.
— Доски из вишни и клена
— Наждачная бумага
— Синтетический клей
— Упаковочная пленка
— Двухсторонний скотч.





У фанеры может быть сколько угодно слоёв — три, пять, семь — но их число всегда нечётное. Автор ограничится тремя слоями.
В идеале внешние слои должны быть вырезаны из древесины одного сорта и одной толщины. Внутренний слой может быть из другой породы древесины, но выпиленный обязательно поперёк волокон. Этот приём помогает стабилизировать древесину, не давая ей расширяться и сжиматься слишком сильно. Кроме того, поперечные волокна значительно увеличивают прочность фанеры.
За эти следуют беглые замеры толщины штангенциркулем. Для вишнёвой прослойки автор исходил из толщины в 4, а для кленовой — в 2 мм. Данные образцы продемонстрировали некоторые незначительные отклонения, которые никак не повлияют на качество фанеры.



Причина, по которой автор использует именно этот клей, это медленная кристаллизация клея. Так что автору не приходится спешить в процессе обработки слоёв. К тому же этот клей намного прочнее клея для работы по дереву, который вначале прочный, а со временем становится очень хрупким.
Автор подбирает ровные бруски, кладёт на него полоску упаковочной ленты, а сверху — первый слой из клёна, тщательно промазывает его клеем (желательно делать это кистью).









Остаётся только выровнять края. Решено сделать это на циркулярной пиле (клей очень твёрдый и для рубанка едва ли под силу). Кусочками двустороннего скотча мастер приклеивает изделие к деревянной доске.
Выставляет упор на ширину фанерной полосы, и обрезает края.









По такой же технологии можно изготовить фанеру и больших размеров, – это будет фанера высокого качества!
Вместо циркулярной пилы лучше применять ленточную, ее лезвие в 3-4 раза тоньше пильного диска, и имеется возможность вырезания деревянного шпона намного большей ширины. После нее придется шлифовать поверхности шпона.

Благодарю автора за простой способ самостоятельного изготовления фанеры!
Если у Вас имеются интересные самоделки, делитесь ими на этом сайте. Здесь Вы получите реальное вознаграждение, а не «пучок зеленки» на развлекательном форуме.
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Как в заводских условиях делают фанеру?
Для строительства сегодня используются разнообразные материалы, они различаются не только по внешнему виду, но и по своим свойствам. Одним из актуальных является фанера, изготавливаемая в виде листов.Фанерные листы используются для различных типов работ.

Схема технологического процесса производства фанеры.
Как сделать фанеру, какие условия на производстве при этом необходимо соблюдать? Этот материал отлично подходит для обшивки стен, устройства пола, даже для отделочных декоративных работ и для сборки мебели. Свойства фанеры позволяют подбирать листы для выполнения конкретных работ, но характеристики сильно зависят от того, какой именно сорт используется. При выборе материала необходимо учитывать условия изготовления.
Общая технология

Таблица характеристики фанеры.
Делают фанеру по специальной технологии, которая включает в себя следующие этапы:
- Выполняется очистка бревен от коры, проводится обработка древесины специальной машиной. Сырье подвергается воздействию влаги и воды, нарезается на шпон с определенными размерами.
- Шпон раскраивается, после чего выполняется склейка, прессование слоев между собой.
- Проводится формовка стопки, листы обрезаются для получения необходимых параметров.
- Шлифовка может выполняться с 1 либо с 2-х сторон, в некоторых случаях проводится ламинирование. Для такой отделки используется пленка, она может иметь различный окрас.
- При необходимости выполняется облицовка.
Для изготовления листов используется шпон-рванина из различного типа древесины. При этом сырье подается в специальную машину, которая рубит материал, после чего транспортирует его для сборки листов и подготовки остального комплектующего. Размер шпона составляет 1,45 мм в толщину, при этом степень его отжима равна 15-20%. При обработке температура древесины составляет 25-35°C. Для рубки применяются специальные ножи, высота их установки составляет -0,24 по отношению к шпинделю, а угол заточки равен 55°. Важно соблюдать все показатели, так как от этого будет зависеть качество рубки.
Склеивание и прессование с учетом всех требований

Установка горячего склеивания фанеры.
Чтобы сделать фанеру, применяется специальный клеевой состав. Это фенолформальдегидная смола (марка СФЖ-3014), смесь из пшеничной муки, мела. Смола или клей готовятся при помощи специального оборудования, дозировка компонентов должна быть предельно точной. Для склеивания применяется трубопровод, который подает смесь на материалы. Важно учесть, что после приготовления остается осадок, его необходимо утилизировать только после получения специальной лицензии.
Начинать склеивание можно только после сортировки материала. Применять следует древесину одной толщины, строго соблюдать направление волокон. Слои шпона должны иметь одно направление, к центру идти правой либо левой стороной. Определяется это еще до того, как листы и материал будут подаваться для склеивания, прессовки. Во время подачи материалы выравниваются, выполняется складка «в угольник». Это позволяет обеспечить максимальный выход, высокий уровень производительности.
Во время сборки листов необходимо соблюдать определенные условия:
- Все листы шпонированного материала устанавливаются таким образом, чтобы они шли во взаимоперпендикулярном направлении. При этом необходимо следить, чтобы все слои укладывались ровно.
- Клеевой состав наносится только на четные листы.
- Листы шпона необходимо ставить симметрично, древесина для шпона применяется только одной породы, качества и типа.
- После того как пакет набран, необходимо проверить толщину. Например, для листа на 12 мм следует выполнить сборку по 9 листов.
Обрезка, обработка листов и упаковка

После выдержки производимой фанеры проводится ее обрезка. Делается это с использованием специального станка, обрезается лист с 4-х сторон по размерам, которые соответствуют норме. Первыми обрезаются длинные стороны, после чего обрабатываются короткие торцевые. После этого лист при помощи роликового транспортера подается для выполнения работ по шпаклевке. Если есть необходимость, то лист ламинируется, для чего используется специальная декоративная пленка. Это позволяет улучшить внешний вид материала, повысить влагостойкость. Чаще всего ламинированная фанера применяется для сборки мебели, устройства пола, для выполнения обшивки стен.
После обработки листы подаются для повторной обрезки, где и выполняются работы по формированию плит с размерами 1220*2440 мм или 1525*3050 мм. Формовка производится в стопки по 1200 мм высотой либо меньше. Если необходимо, то выполняется защита акриловой краской (окрашиваются только кромки листа). Обрезка осуществляется при помощи форматно-обрезного станка, при этом допускается отклонение в +/- 3 мм. Если необходимо делать обрезку, то важно следить, чтобы не было никаких сколов, бахромы, косины. Сам рез надо делать чистым, всю пыль и мусор следует сразу собрать.
Сортировка готовой фанеры
После того как закончены работы по обрезке, шлифованию материала, выполняется работа по автоматической сортировке. Осуществляется она в соответствии с ГОСТом 3916.1-96. Сначала листы укладываются строго по сортам на специальную обложку, ее толщина зависит от толщины листов:
- для фанеры в 8-10 мм используется подложка в 3-5 мм;
- для фанеры от 10 мм используется подложка в 3-5 мм.
После того как материал был уложен на поддон, необходимо накрыть его сверху картоном. Здесь листы и будут отлеживаться до упаковки. Сама сортировка осуществляется по установленным нормам, материал раскладывается сразу по отдельным участкам. После отлеживания сортировка не осуществляется, так как упаковка производится из уже готовых штабелей.
Для упаковки применяется полиэтиленовая пленка, толщина которой составляет 0,8 мм. Необходимо листы сначала обернуть поперечными ремнями в количестве 2 штук, затем 5 ремнями в продольном направлении.
Правилами допускается и упаковка по индивидуальным требованиям потребителя, но в соответствии с нормами безопасности.
Каждая упаковка с фанерными листами имеет соответствующую обязательную маркировку. Цвет краски — фиолетовый для ФСФ или другой. До того как будет производиться упаковка, необходимо из каждой партии взять образцы, провести тестирование на соответствие всем требованиям.
Фанера представляет собой универсальный строительный материал, обладающий высоким качеством, прочностью, устойчивостью к различным механическим воздействиям. Есть разновидность листов, которые устойчивы к влаге. Они применяются часто для обшивки. Конкретные свойства фанеры зависят от того, как именно изготавливались листы, какие добавки и технологии для этого применялись.
Производство фанеры
Фанера это многослойный строительный материал, изготавливается путём склеивания специально подготовленного шпона.
Место, где производят фанеру, фанерный завод, называют ещё и “биржей”. Только в обороте здесь не ценные бумаги и валюта, а брёвна. Берёза, сосна, ель.
Вот они как раз и являются ценностью. Укрывают их в том числе и от солнечного света — чтобы ультрафиолетовые лучи не высушивали торцы брёвен.
Возьмем, для примера, берёзу — фанера из неё получается самой прочной.
На завод дерево попадает в виде распиленных на равные части брёвен — чураков. Из них формируют нечто вроде вязанки, «перевязанных» массивными металлическими цепями.

Эту огромную “вязанку” осторожно перемещают в бассейн с очень горячей водой. Здесь древесину основательно пропаривают.


При этом на поверхности дерева появляется бурая пена. Это — деготь, который выделяет береза. Он защищает дерево от гниения. А также используется при изготовлении знаменитой “мази Вишневского”.


Через несколько часов почерневшие брёвна выгружают из бассейна и оставляют на воздухе, чтобы выровнять температуру чурака — тепло должно переместиться от коры к самой сердцевине.
Берёза — порода настолько плотная и тяжелая, что даже тонет в воде. Но если древесину распарить — она станет мягкой и пластичной.
После распаривания чурак направляется на лущильный станок. Здесь брёвна вращаются вокруг своей оси, а лущильный нож срезает с них кору и снимает с древесины широкую стружку, двигаясь по архимедовой спирали.


Небольшой экскурс в историю: В году Архимед вывел формулу идеальной спирали — она должна вращаться вокруг точки, с каждым новым витком приближаясь к ней на одинаковое расстояние.
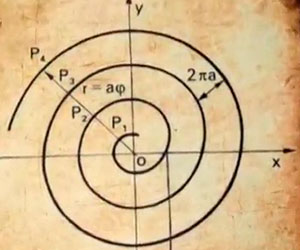

Похожим принципом пользуется паук, когда плетет свою паутину.
Архимедова спираль позволяет срезать с бревна идеально ровный слой древесины. Можно сравнить это с заточкой деревянного карандаша. Карандаш — это ствол дерева, а канцелярская точилка — лущильный нож. Процесс лущения выглядит почти так же, как заточка карандаша. Правда стружка срезается не с кончика, а со всего цилиндра. Эта стружка, снятая с бревна, и называется шпоном.
Длина шпона, снятая с одного чурака, может достигать метров. время шпон всё ещё остается влажным и теплым. Потому, что если бревно не пропаривать, драгоценная стружка при лущении будет рваться и ломаться. Самый тонкий шпон в мире делают только из Российской березы — толщиной всего в 1 мм.

В Америке, например, где березы почти нет, фанеру делают из сосны и пихты. В Китая — из тополя. А из такой мягкой хвойной древесины тонкого шпона не получается.
Снятую стружку раскраивают на гильотине и отправляют в газовую сушилку. Потоки горячего воздуха выгоняют из древесины лишнюю влагу, чтобы будущая фанера не расслаивалась и не пузырилась.
Кстати, разбить рукой обычный тонкий фанерный лист очень сложно. И под силу очень немногим большим мастерам (искусство разбивания твёрдых предметов). Если деревянная доска ломается за счет разрушения структуры волокон древесины под действием механической энергии удара, то тонкий лист фанеры эту энергию не просто поглощает, а возвращает мощь удара.
Устранение дефектов шпона
Если на древесине остался след от сучка — березовый шпон отправляют на починочный станок. Машина вырубает дефект и одновременно ставит на его место заплатку.


Теперь — ключевой момент. Сборка фанеры. Для листа толщиной 1 см. нужно склеить 7 слоев шпона. Такой способ склеивания фанеры из нескольких листов в конце века называли “Русским”. Раньше для склеивания использовали состав на основе казеина — молочного белка. Его получали из молока и сыра. Казеиновая фанера была прочной, но сильно впитывала влагу и промокала.
Сегодня шпон склеивают с помощью формальдегидной смолы — благодаря ей фанера становится влагостойкой. Обычная мука делает смолу гуще, а древесину прочнее. Мел не позволяет клею проникать на поверхность и портить товарный вид.
У фанеры всегда нечетное число слоев. Клеем пропитываются лишь четные листы шпона, которые при сборке чередуются с сухими нечетными. Но самое главное — все слои взаимно перпендикулярны. Именно это делает фанеру такой прочной. У одного листа шпона волокна расположены вдоль. У следующего — поперек. Слой за слоем фанера увеличивает ударную вязкость — способность поглощать механическую энергию. Перекрестное расположение листов делает древесину устойчивой к деформации.

Собранные в пакеты слои шпона на несколько минут отправляют в холодный пресс, где сухие и проклеенные листы схватываются друг с другом. Это — подготовительный этап перед горячим прессованием. Каждый лист будущей фанеры загружают в подъемник, который транспортирует их в пролетный горячий пресс. На каждом его этаже размещается фанерный полуфабрикат. Под большим давлением шпон накрепко склеивается друг с другом. высокой температуры клей даже кипит, а фанера испускает горячий пар. Всего за 10 минут бутерброд из тончайшей березовой стружки и клея превращается в сверхпрочный материал, который в течение суток будет остывать. За это время завершится процесс полимеризации клея.

Теперь остается лишь обрезать неровные края шпона и придать изделию привычный вид. Сложно поверить, что на самом деле обычная фанера — уникальный сверхпрочный материал.


Бакелитовая фанера
Оказывается, из обычной древесины можно сделать еще нечто более прочное! Например — пластик. Его называют бакелитовой фанерой. Или — . Она настолько прочная, что может заменить бронзу. Из бакелитовой фанеры делают подшипники скольжения и бесшумные зубчатые передачи. сопротивляется любому виду деформации, не скалывается, не ломается и не растягивается.
Прочным, как цветные металлы, дерево становится благодаря бакелитовому лаку. Он делает материал почти неуязвимым. Им можно пользоваться даже под водой. Обычный березовый шпон покрывается лаком с обеих сторон и отправляется в сушилку. Здесь при температуре в 100 градусов он полностью впитывается в древесину. у древесного пластика лаком пропитан каждый лист шпона. Пласты разделяют металлическими листами и отправляют под пресс. Он часами сжимает при давлении в 6 раз большем, чем при изготовлении обычной фанеры. Количество слоев у древесного пластика доходит до сотни.
Из легкой и сверх прочной делали фюзеляжи и крылья летательных аппаратов. Среди них есть первый цельно деревянный Советский истребитель по прозвищу «Рояль» и немецкая ракета класса времен рейха.
Как изготовить фанеру своими руками

Для производства фанеры берется древесный шпон мягких и твердых пород деревьев. Быстро и аккуратно снять шпон (тонкий верхний слой толщиной 0,5-3 мм) позволяет метод лущения. При этой технологии обработка поверхности лесоматериала представляет срезание древесины по спирали. Данный метод дает возможность получить довольно большие пласты шпона, что очень удобно в дальнейшей работе. Из-за малой глубины среза на шпоне нет четко выраженного рисунка древесной текстуры, а потому он имеет светлый окрас.
Как снять шпон для изготовления фанеры?
Сначала следует подобрать качественную древесину – без сучков, дыр, червоточин и повреждений.
Заготовка, с которой вы будете снимать шпон, должна быть круглой формы (например, подойдет бревно или нужно будет на точильном станке придать древесине форму цилиндра).
Задействовав специальный станок, снимайте спиралевидный шпон с материала-основы.
Старайтесь работать в одном ритме, чтобы получить шпон одинаковой толщины.
Сколько листов шпона в фанере и как их уложить
В зависимости от количества уложенных листов шпона складывается и суммарная толщина изготавливаемого листа фанеры. Минимальное число слоев – 3, максимальное – 25. В переводе на толщину – это диапазон от 3-4 до 40 мм. Заметьте, что в фанерном листе всегда нечетное количество слоев шпона: 3, 5, 7, 9 и т.д. А шаг увеличения толщин составляет, как правило, до 3-4 мм: 12 мм, 15 мм, 18 мм.
Для достижения максимальной прочности фанерных блоков шпон укладывают таким образом, чтобы каждый последующий слой менял свое направление. То есть расположение волокон в них было строго перпендикулярным. Данный вариант укладки в разы укрепляет структуру материала, делая его намного мощнее и выносливее, чем натуральное дерево.
Как проклеить фанеру
Следующий этап – межслойная проклейка. Клей наравне с древесиной выступает одним из важнейших компонентов фанеры. От клеящего вещества зависит степень влагостойкости и крепости материала, а также экологичность изделия. Чем меньше степень токсичности, тем шире спектр использования: от наружных и внутренних отделочных работ до изготовления мебели для жилых помещений.
Поэтапность послойного склеивания:
На уложенный и сформированный слой шпона наносится клей-соединитель.
Наносить клеевое вещество на фанеру нужно равномерно и толщиной слоя около 1 мм.
Сверху укладываем новый слой лущенного деревоматериала, и повторяем процесс пока ни сделали укладку последнего внешнего слоя фанеры.
Какой клей нужен для фанеры
В производстве на заводах используются несколько вариантов клеящего вещества:
для фанеры ФК – это нетоксичные карбамидоформальдегидные клеи;
для ФСФ – смоляные фенолформальдегидные (более токсичные);
для ФБ – бакелитовые водорастворимые соединители.
В строительных магазинах можно найти множество клеев, применяемых для склейки дерева:
быстро застывающий на основе ПВА;
двухкомпонентный (включающий смолу и отвердитель).
Важно выбирать средство с максимальным спектром действия – дополнительной защитой от грибка, плесени и влажной среды.
Как запрессовать фанеру
После межслойной пропитки клеем будущий фанерный лист нужно привести к привычному виду и форме. В заводских условиях до нужных параметров собранный пакет из листов шпона сначала слегка спрессовывают, а после отправляют на финальную склейку с прессованием при высокой температуре и под большим рабочим давлением – от 1,8-4,5 МПа (в зависимости от вида изготавливаемой фанеры). Далее следует охлаждение материала, позволяющее испариться остатку влаги из древесины.
Первичная подпрессовка позволяет убрать из стопки лишний воздух и предупредить преждевременное затвердение клеящего вещества. После нее пачка шпонированного деревоматериала идет на склейку одним из методов:
горячим (который был описан выше);
холодным (прессование от 2 до 6 часов при комнатной температуре без нагревания).

Круглопильный станок поможет легко и быстро обрезать неровные края фанеры и выступающие фрагменты полотна, выходящие за пределы заданной формы. Он даст ровную кромку.
На небольшие куски полотно фанеры большого размера можно распилить одним из следующих инструментов: