Как сделать трубогиб своими руками – чертежи, фото и видео
Изготовить своими руками домашний или даже профессиональный трубогиб, чтобы иметь возможность гнуть трубы на заданный угол и, что немаловажно, с заданным радиусом изгиба, не так уж сложно.

Сделать своими руками трубогиб не так уж и сложно
Вопреки распространенному мнению о том, что чаще всего этим приспособлением пользуются при выполнении сантехнических работ, в таких случаях обычно используют различные фитинги и отводы – предварительно согнутые отрезки труб, изготавливаемые в промышленных условиях. Однако для применения отводов существуют ограничения, которые определяются их стандартными характеристиками:
- углы поворота (могут быть 45, 60, 90 и 180 градусов);
- радиусы изгиба (выпускаются отводы с радиусами изгиба 1,0 Ду и 1,5 Ду);
- использование сварки.
Не во всех ситуациях такие параметры способны удовлетворить тех, кому необходимо придать конструкции из труб требуемую форму. Именно в таких случаях и выручает механический трубогиб (или ручной трубогиб).
Без станка для сгибания стальных труб не обойтись тем владельцам дач и частных домов, которые собираются самостоятельно изготовить различные арочные конструкции, теплицы, ограждения нестандартной формы и многое другое.
В этой статье мы досконально разберем, как сделать трубогиб своими руками. Ведь самодельный трубогиб вполне можно использовать не только дома, но и в полупрофессиональной деятельности, так как его конструкция не отличается заоблачной сложностью, а серийные устройства для сгибания труб стоят достаточно дорого. Поэтому, изготовив ручной трубогиб своими руками, вы сбережете немало денег.

Два трубогиба: с ручным и электрическим приводом
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
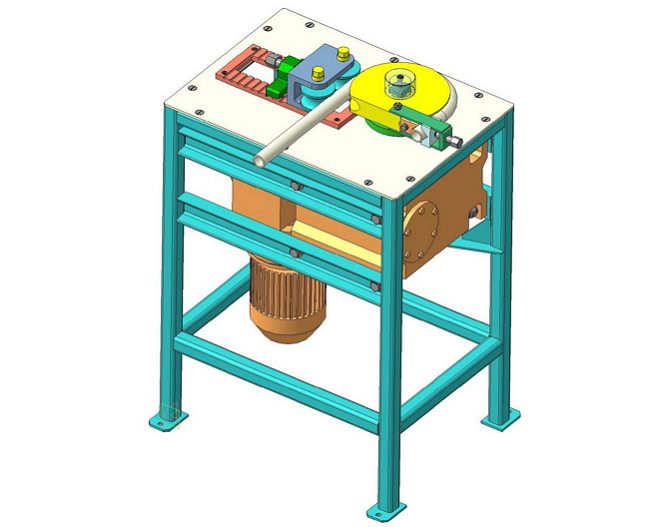
Схема трубогиба, работающего по принципу намотки
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.

Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.

Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
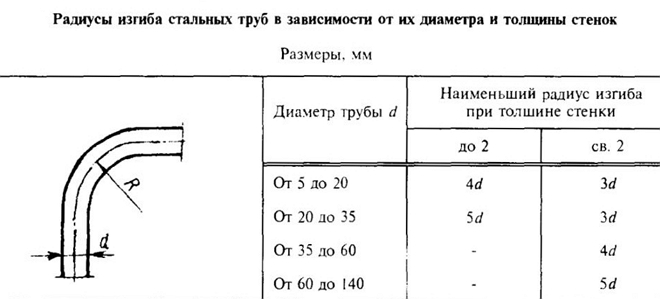
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.

Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.

Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.

Лебедка поможет расширить функциональность простейшего ручного трубогиба
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.

Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Трубогибы намоточного типа
Примерами таких устройств являются гидравлические трубогибы, использующиеся для сгибания труб круглого сечения. В конструкции подобного приспособления есть мощный шкив, к которому и крепится труба в точке изгиба. Данный шкив фиксируется на надежной станине, а в ее основании располагается шток, который приводится в действие при помощи домкрата. На штоке при помощи домкрата создается значительное усилие, которое передается на рычаг, вращающий шкив и наматывающий на него трубу. Рычаг может свободно вращаться вокруг оси шкива и соединяется с ним при помощи отверстий, расположенных по его окружности.
Рабочий пример такого трубогиба можно увидеть на видео ниже:
Подобный механический трубогиб можно также изготовить своими руками с использованием домкрата реечного типа. При использовании этого устройства необходимо прикладывать больше физических усилий.
Пример работы на видео:
К примерам приспособления подобного типа относятся самодельные трубогибы, вальцы которых изготовлены из древесины. При работе с такими устройствами для сгибания труб круглого сечения необходимо прикладывать значительные физические усилия, которые уменьшаются за счет подвижного вращающегося ролика.
Пример в ролике ниже:
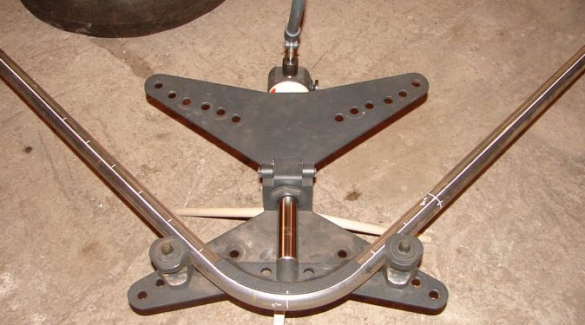
Трубогибы арбалетного типа
Свое название такие трубогибы получили из-за своего сходства с арбалетом. Основу конструкции подобного устройства составляет рама, изготавливаемая при помощи сварки из уголков и швеллера. Внутри такой рамы, на которой крепятся два подвижных вальца, располагается домкрат, при помощи специального башмака создающий усилие, направленное на трубу. Трубогибы с подвижными вальцами и прижимным башмаком применяются преимущественно для гибки труб круглого сечения, так как изделия любого другого типа они могут просто деформировать.

Суровый арбалетный трубогиб без излишеств
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.

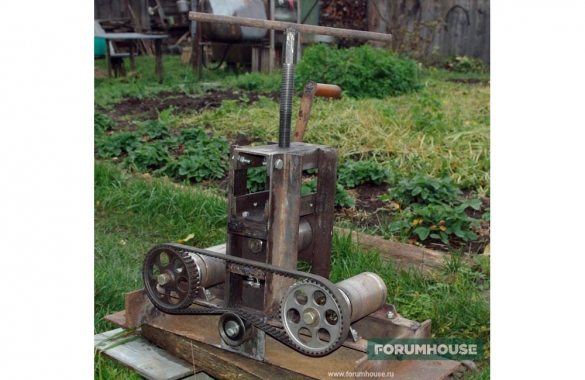
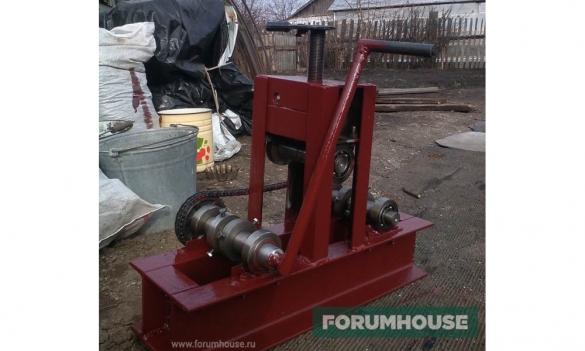
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
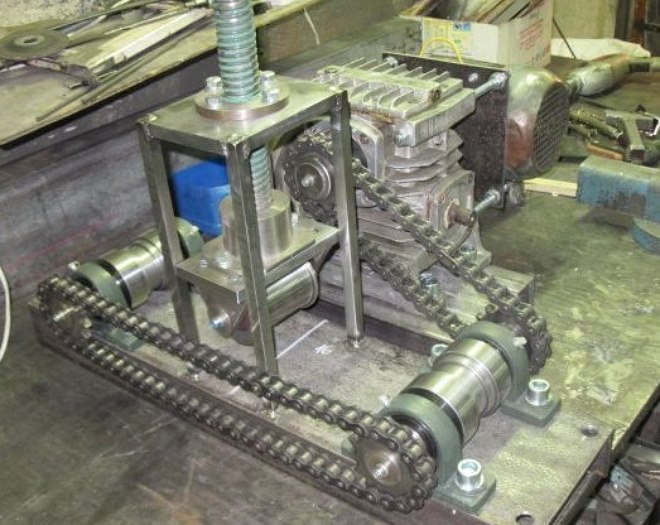
Самодельный трубогиб с электроприводом, сделанный своими руками
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.

Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.

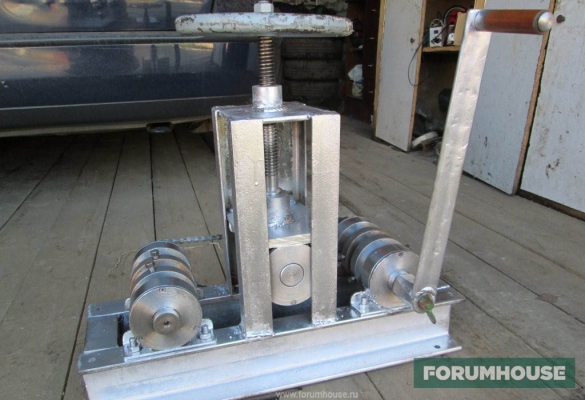
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
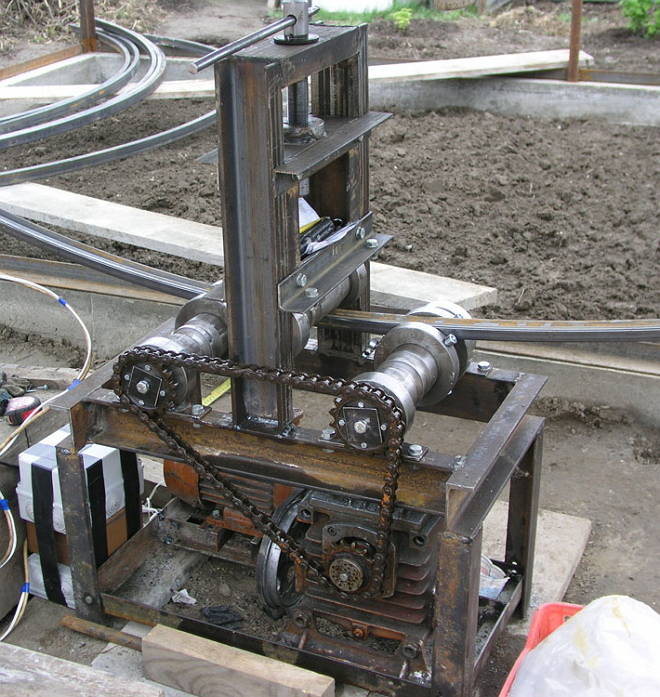
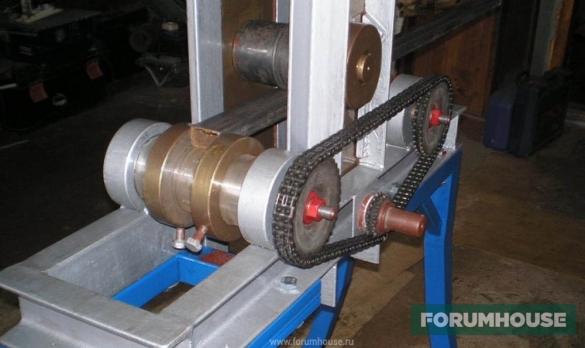
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Если вам нужно более серьезное устройство для профессиональной деятельности, то лучше соорудить электрогидравлический трубогиб, который сэкономит физические трудозатраты, используя силу гидравлического домкрата, и сбережет время, благодаря приводу рабочих валов от электродвигателя.
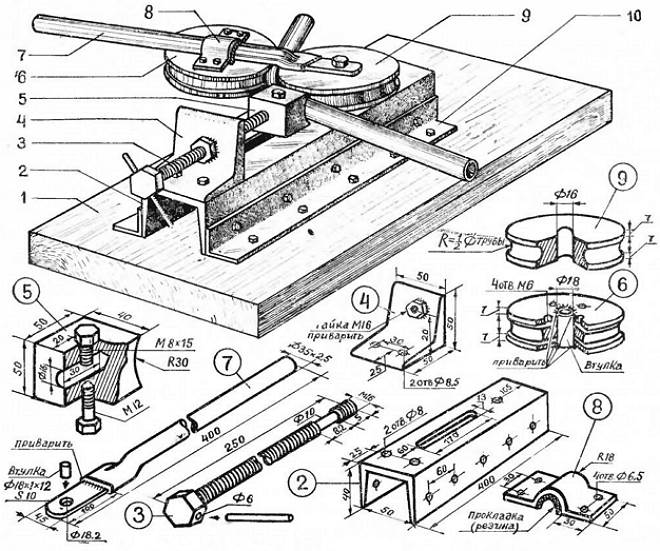
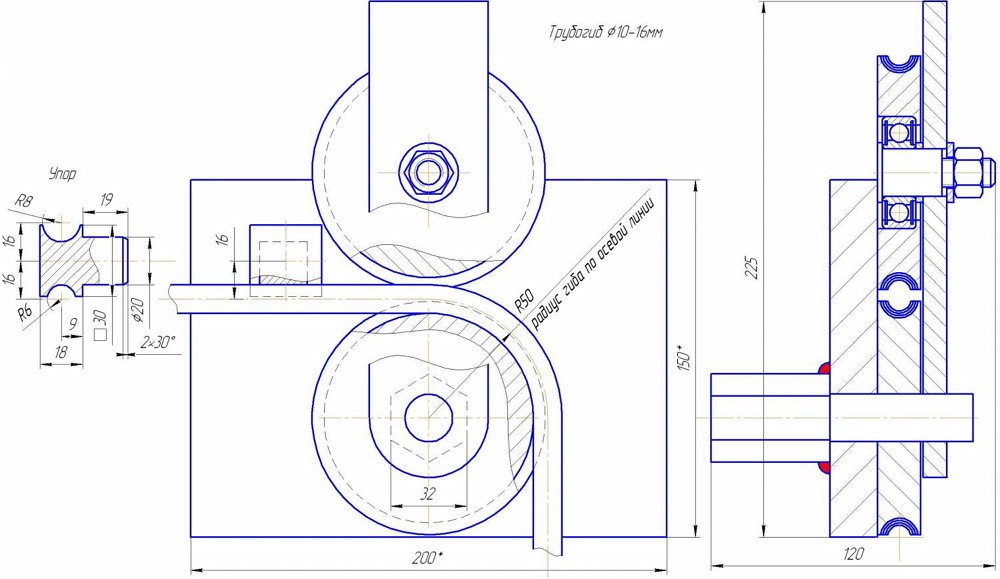
Трубогиб: обзор и разбор вариантов самодельных конструкций, расчет, чертежи, реализация

Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Но немалая часть самодельных трубогибов гнет по принципу «как вышло, так и будет». Вместе с тем те, кому довелось видеть внутренности самолета или ракеты, наверняка обратили внимание на пучки и хитросплетения труб, гнутых, порой самым причудливым образом, чисто и ровно «как так и было». Но никаких «высокосмических» секретов в соотв. производственном оборудовании нет. На аэрокосмических заводах гнутьем труб занимаются рабочие низших разрядов или вовсе ученики. Секреты – в правильных пропорциях некоторых особенностях изготовления трубогибочных станков и устройств и в выборе подходящего для определенной работы их типа. В данной статье эти «секреты» раскрываются, с упором на трубогиб для профильной трубы, поскольку, с одной стороны, именно профтрубы нужнее всего в частном хозяйстве, а с другой – их гибка существенно сложнее, чем круглых.
Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
На военных советах принято прежде всего докладывать о противнике. Так что и мы «разбор полетов» начнем с того, чего нужно избежать.
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Характерный дефект гнутья прямоугольных профтруб – «пропеллер» (в центре на рис.), когда труба в процессе гибки закручивается по оси. Арку или полуарку, согнутую с «пропеллером», исправить до пригодности в дело чаще всего невозможно. Причина «пропеллера» – несимметричное распределение технологических нагрузок во время гибки, и гибочное оборудование для профильных труб должно обеспечивать их правильно растекание по заготовке.
Еще один характерный дефект, но уже круглых тонкостенных труб из мягких металлов (меди, алюминия) – «плюшка» (справа на рис.), наружный и/или внутренний продольный рубец; чаще всего при этом на глаз заметно и сплющивание трубы, откуда и название. Микротрещина в «плюшке» где-то обязательно да будет. Хроническая протечка в домовом водоразборе или теряющий фреон кондиционер это не дешевая «запара», а утечка из топливного трубопровода просто опасна. Строительные конструкции, включающие трубчатые элементы с «плюшкой», склонны к внезапному разрушению. Причина «плюшки» гнутых труб – неправильный выбор и/или настройка трубогиба.
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Примечание: для некоторых типов трубогибочных устройств, напр. дорновых и 3-роликовых, см. далее, начальный (стартовый) «хвост» вроде бы не нужен. Но его роль в данном случае играет еще не изогнутый остаток заготовки, поэтому обрезать исходную трубу заранее точно в размер нельзя, выйдет брак. Отрезок на единичное «бесхвостое» изделие, напр. завиток для холодной ковки, вырезается в запасом на «задний хвост» такой же, как «передний». Запас идет в отход, поэтому изделия без прямых отрезков в начале и/или в конце лучше гнуть партиями последовательно из одной трубы, тогда в отход пойдет только самый последний «хвостик».
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Описание конструкций
Изложенного выше материала достаточно для предварительного выбора конструкции необходимого для данной конкретной работы трубогибочного оборудования. Для уточнения к окончательному решению даем более развернутые описания.
Рычаг
Устройство ручного гибочного рычага – проще некуда, см. рис. Однако таким вот примитивным приспособлением века и тысячелетия выгибались детали, порой ставящие в тупик и современных технологов. Трубу можно уложить и просто на землю, подложив под нее деревянные чурбачки и закрепив вбитыми в грунт скобами. Работать рычагом лучше с придерживающим заготовку подсобником, сверяясь в ходе гибки по заранее подготовленному шаблону.

Ручной гибочный рычаг для труб
Плита
Гибочная плита (опорно-упорный ручной трубогиб) известна так же давно, как и рычаг. Конструкция в некотором роде гениальная: в качестве гибочного рычага используется сама изгибаемая труба, а вместо «дырки» (хомута на рычаге) его противоположность – прочный опорно-упорный штырь или несколько их. В общем, все по законам Мерфи: если никак не получается, как надо, попробуй сделать все наоборот.
Устройство гибочной плиты понятно по рис. (слева):

Гибочная плита (опорно-упорный ручной трубогиб) и ее “грунтовая” модификация для изготовления дуг каркаса теплицы
Наиболее употребительная разновидность – 4х4. На плите можно делать на доомонтаж (с допустимыми дефектами) все общеупотребительные изгибы. Мешающие упоры просто снимаются; недостающие подставляются. Шаг установки опорно-упорных штифтов берется таким, чтобы между ними входила самая толстая из используемых труб. Бетонную плиту можно залить прямо на грунт в каком-то непотребном месте стройплощадки, напр. где будет фундамент сарая (внутри, не под лентой!) или, допустим, выгребная яма. Марка готового раствора – от М250; армирование не менее чем 2-ярусное. Лунки до штифты формируются деревянным палками, обернутыми пленкой или обильно смазанными солидолом (хуже). Штифты для бетонной плиты нужно делать с хвостовиками длиной в толщину плиты; можно применять и простые круглые штифты из отрезков толстостенной трубы или стального прутка.
«Земляная» модификация гибочной плиты показана в центре и справа на рис. Опоры/упоры – вбитые в грунт трубы или деревянные колья. На таком «станке» можно за раз выгнуть до 5-6 тепличных дуг из трубы до 16х15х2. Важная особенность: трубу нужно обводить по упорам медленно, в несколько приемов, иначе вследствие отдачи напряжения возможен брак – обратная волна. Пленка на ней будет все время протираться, а качественно смонтировать поликарбонатное покрытие вряд ли получится. Уложенные дуги оставляют в «станке» на сутки (лучше – до недели), чтобы остаточные напряжения в металле трубы «рассосались» (релаксировали) и профиль дуг не «сплеснул» за допустимые пределы.
Примечание: на основе гибочной плиты можно сделать универсальный опорно-упорный ручной станок для гибки труб и прутков, см. видео:
Видео: самодельный универсальный гибочный станок
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.

По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).
Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.

Привод опорных валов может быть как ручным, так и электрическим.

Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
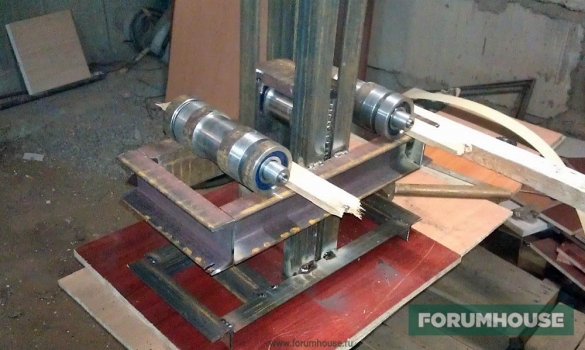
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.


Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.


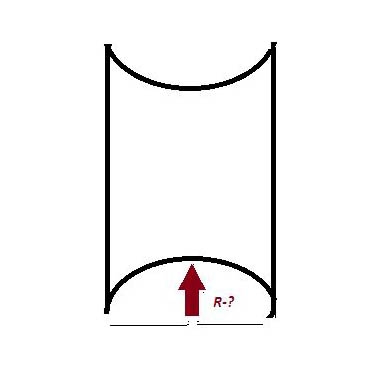
Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
|---|---|---|---|---|
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
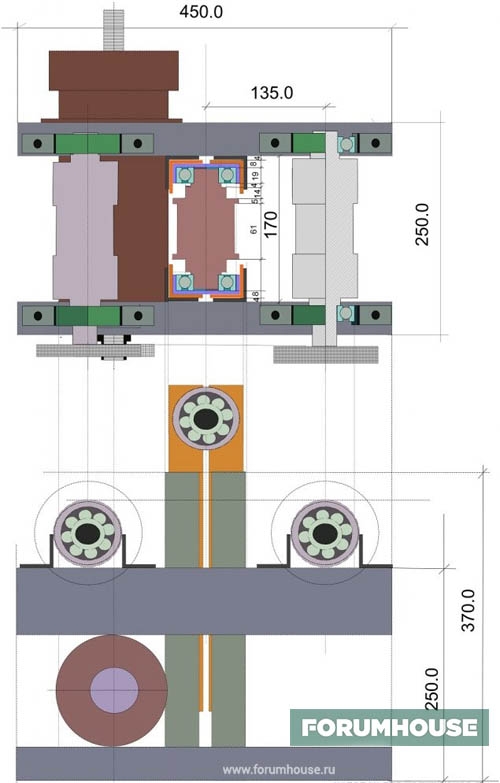
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
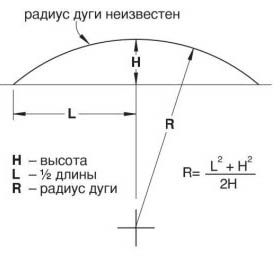
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
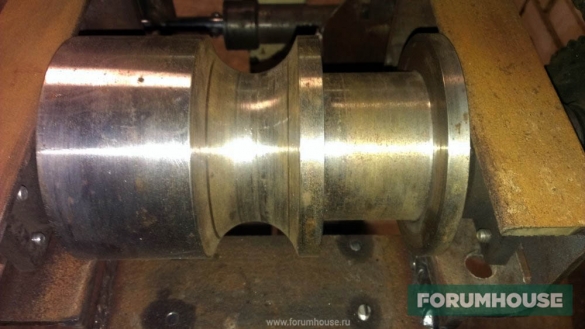
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.

Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.

Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.

Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.
В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.

В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.
На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.

При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.

В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.

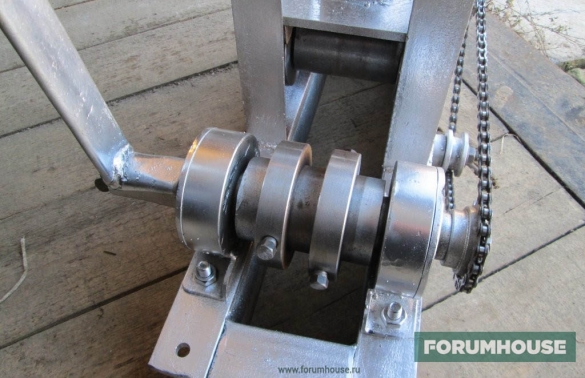
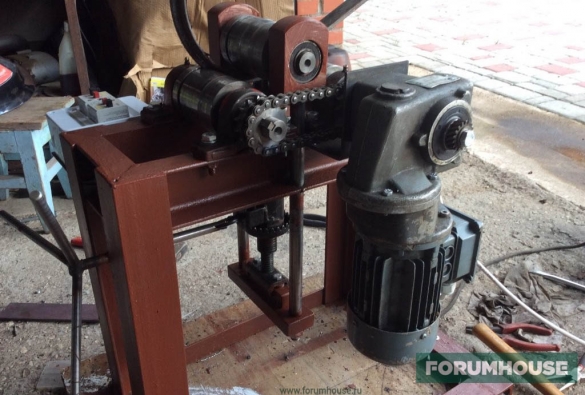
Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).

Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.

Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).

Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Изготовление самодельного трубогиба
Трубный профиль стального проката широко востребован при прокладке пространственных инженерных коммуникаций, изготовлении оранжерей и теплиц, в различных домашних работах. Этому способствует высокая жёсткость сечения при малом весе погонного метра.
Во многих ситуациях нет необходимости приобретать дорогостоящие приводные устройства, поскольку можно изготовить простой ручной трубогиб своими руками.

Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
Общая схема ручного трубогиба
Как сделать трубогиб? Независимо от способа изгиба – открытая или полузакрытая – самодельный трубогиб должен включать в себя:
- Сменный профилированный ролик, по которому будет производиться обжатие.
- Деформирующий рычаг, с помощью которого производится изгиб трубы.
- Фиксатор одного из торцов.
- Переналаживаемый шаблон или ограничитель хода рычага.
- Защитный кожух.
- Основание.
Некоторые конструкции самодельных трубогибов для трубы могут иметь привод, позволяющий выполнять деформирование толстостенных материалов. Для этого применяют гидравлические двигатели: они бесшумны, автономны и выполняют изгиб с повышенной точностью.
В простых случаях (соотношении R/d > 20; здесь R – внешний радиус гиба, d – наружный диаметр круглой трубы или размер стороны – для квадратной) трубогиб не потребуется, поскольку деформирующие усилия незначительны. Что бы их согнуть, достаточно расположить трубчатую заготовку в составном шаблоне, части которого последовательно перемещают в необходимом направлении.
Учёт пружинения (в градусах) при сгибании среднеуглеродистых сталей на углы 90…1800 выполняется с помощью следующей таблицы:
| Наружный диаметр трубы, мм | Толщина стенки трубы, мм | |||
| До 0,5 мм | До 1,0 мм | До 1,5 мм | До 2,0 мм | |
| До 10 мм | 2…3 | 3…4 | 4…5 | 5…6 |
| До 20 мм | 3…4 | 4…5 | 5…6 | 6…8 |
| До 30 мм | 4…5 | 5…6 | 6…8 | 8…10 |
| До 50 мм | 5…6 | 6…8 | 8…10 | 10…12 |
| Свыше 50 мм | 6…10 | 8…10 | 10…12 | 12…15 |
Ниже рассматриваются конструкции, которые можно изготовить в домашних условиях. Чертежи таких трубогибов доступны в Интернете, поэтому самоделки всегда получают с применением подручных средств .
Шаблонный трубогиб своими руками
Ручное сгибание по шаблону является простейшей технологией любой (в том числе, и пространственной) гибки труб. Часто её используют с заготовкой, нагретой в месте изгиба (например, газопламенной горелкой или паяльной лампой): пластичность металла повышается, а усилие деформирования – уменьшается.
Описание шаблонного трубогиба:
- Фиксатор в форме якоря, куда вводится труба.
- Подвижный/сменный упор, по оси которого имеется выемка, соответствующая дуге внешнего диаметра трубы.
- Плита с крепёжными отверстиями.
На противоположной стороне упора выполняется скос, угол которого соответствует требуемому (после сгибания!) значению угла изгиба.
Пошаговый монтаж следующий. На опорную плиту устанавливают фиксатор, затем соосно ему крепят упор. Расстояние между деталями должно быть принято с учётом известного диапазона соотношений R/d. Весьма важно выдержать рекомендуемое значение радиуса закругления при переходе к изогнутой части трубы.
В соответствии с ГОСТ 17685-71 они принимаются такими:
-
S/d Самодельный роликовый трубогиб
Преимуществами роликовых трубогибов являются расширенные технологические возможности и повышенная точность гибки. Конструкция приспособления проста:
- Профилированный сменный ролик, свободно вращающийся на вертикальной (реже – горизонтальной) оси.
- Поворотный рычаг с рукояткой.
- Гибочный сменный ролик, закреплённый на противоположном плече рычага.
- Упор-проводка.
- Станина.
Для снижения усилия оба ролика должны свободно вращаться, для чего они устанавливаются в подшипниках качения. Поскольку каждая пара роликов приспособлена для изгиба труб с определённым внешним диаметром, то они должны быть быстросменными.

Материал деталей выбирают из тех же соображений, что и для предыдущего варианта. С целью повышения жёсткости упор-проводку можно приварить к корпусу. Радиус изгиба (выбираемый по вышеприведенным соотношениям) будет равен радиусу профиля гибочного ролика.
Изготовление намоточного трубогиба
Принцип действия такого трубогиба аналогичен предыдущему, но вместо поворотного ролика изгиб заготовки производит перемещающийся упор, который скользит по горизонтальным направляющим.
Намоточный трубогиб содержит:
- Профилированный сектор, угол которого определяет максимально допустимый угол изгиба.
- Короткую вертикальную ось, имеющую возможность свободно вращаться в шарикоподшипниковом узле.
- Два смежно расположенных ролика, образующие подвижный упор.
- Односторонние направляющие.
- Ограничитель хода упора, который исключает его самопроизвольное смещение во время работы.
- Предохранительную вилку, которая охватывает профилированный сектор, повышая точность позиционирования заготовки.

Конструктивно устройство более сложно, однако позволяет производить деформирование в условиях ограниченного пространства, а изменение угла не сменой роликов, а простой регулировкой исходного положения прижимного устройства. Такой трубогиб возможен с гидравлическим или электрическим вариантом привода.
Делаем арбалетный трубогиб
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.

Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Гидравлический трубогиб
Гидропривод, обеспечивающий необходимое усилие, можно собрать и другим способом. Обычный автомобильный домкрат устанавливается на раму из швеллеров и снабжается двумя симметрично расположенными упорами (их можно предусмотреть регулируемыми).
К винту домкрата прикрепляют сменную насадку, профиль которой соответствует диаметру дуги внешнего сечения трубы. Расстояние между рёбрами рамы зависит от угла изгиба. Для реализации процесса домкрат помещают сверху деформируемой заготовки, предварительно фиксируя её по упорам.
Самодельный гидравлический трубогиб готов к использованию. Особо крупные трубы для безопасности дополнительно закрепляют при помощи болтов. Далее вращают винт, и производят деформирование до нужного значения.

Домкратный гидравлический трубогиб – удачное решение, позволяющее использовать имеющийся в арсенале домашнего мастера автомобильный домкрат. Недостатки – малая производительность и ограничения по длине заготовки (для длинных труб габариты рамы существенно возрастут).
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.

Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Роликовый трубогиб на автомобильных ступицах
 Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы. Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы. Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
- Три автомобильных ступицы: две – подвижных, расположенных консольно, и одна – неподвижная, которая размещается продольно к оси устройства.
- Две коротких оси, которые собираются на жёстком сварном кронштейне.
- Поворотный механизм кулачкового или эксцентрикового типов, при помощи которого можно изменять расстояние между ступицами.
- Осевая продольная направляющая, в качестве которой можно взять по размерам холоднокатаный швеллер.
- Плоские ограничители хода.
- Внутренний направляющий швеллер с отверстиями под болтовое крепление ограничителей.
- Поворотная ручка.
Такая конструкция оправдает себя при изготовлении пространственных трубчатых элементов сложной формы. Наличие двух ступиц, диски которых разнесены по противоположным частям основания, позволяет прикладывать усилие локально, только к той части трубы, которая в данный момент изгибается. Это искупает такие недостатки конструкции, как сложность монтажа и наладки, а также увеличенные габаритные размеры.
Трубогиб для профильных труб
Как сделать профильный трубогиб своими руками? Искажение профиля таких труб в процессе обычного деформирования сказывается не только на внешнем их виде, но и обуславливает сложности при последующей сварке конструкций. Вариант с разрезанием профиля в местах изгиба с последующим свариванием надреза нами не рассматривается, ввиду существенного ослабления прочности сечения.
Простейший профильный трубогиб состоит из следующих элементов:
- Рамы в виде прямоугольного швеллера, сечение которого позволяет легко разместить там трубу по оси.
- Пары плоских подающих роликов, которые устанавливаются на торцах рамы.
- Винтового подающего механизма, включающего в себя силовой винт с рукояткой, гибочный пуансон и две опоры, устанавливаемые в центре рамы.
- Подающей рукоятки, которая связана с роликами.
Крепление всех частей производится болтами, саму раму в сборе закрепляют на верстаке. Труба укладывается сверху на ролики, и вращением рукоятки подачи устанавливается напротив оси симметрии пуансона. Далее вращают винт, и выполняют изгиб, визуально контролируя требуемый угол.
Технология работы на самодельных трубогибах
Основные неудачи применения трубогибов, изготовленных своими руками, заключаются в существенной деформации поперечного сечения трубы, которое наблюдается при любой схеме деформирования. Потерю устойчивости сечения можно минимизировать или исключить созданием противодавления изнутри трубы.
Для этого существует несколько способов:
- Трубу, заполняют мелкозернистым песком, а в отверстия вставляют герметичные заглушки. Поскольку песок не сжимается, то внутреннее давление уравновесит внешнее, и деформации сечения не произойдёт;
- Применение для аналогичных целей обычной воды, которую перед работой следует полностью заморозить. Способ неудобен, однако вполне приемлем в холодную пору года;
- Использование в качестве источника противодавления пружины растяжения с подходящим диаметром. Пружину вкладывают внутрь трубы, затем заготовку деформируют;
- Заполнение трубы металлическими шайбами диаметром на 1…2 мм меньшим, чем внутренний диаметр. Детали нанизываются на стальной тросик, который пропускается сквозь трубу и закрепляется где-нибудь вне трубогиба. При изгибе шайбы получают возможность свободного перемещения вдоль оси трубы. Обладая высокой жёсткостью, они препятствуют деформации стенок.
При сгибании на малые углы (до 12…150) необходимости в описанных приёмах нет.
Заключение
В данной статье систематизированы и рассмотрены наиболее распространённые конструкции трубогибов, преимущественно – с ручным приводом. Все они могут быть изготовлены с применением недефицитных материалов, узлов и инструментов, имеющихся в распоряжении домашних мастеров. Не претендуя на полное освещение вопроса, ждём от пользователей новых эффективных конструкций данных приспособлений.
Как сделать трубогиб своими руками — чертежи + фото

Как сделать трубогиб своими руками
Если вы практически каждый полезный инструментарий делаете самостоятельно, то должны знать, что трубогиб относится к самым полезным элементам в хозяйстве.
Соорудить самодельный трубогиб для профильной трубы своими руками не сложно, а использование его по назначению позволит сэкономить значительное количество средств. В статье, мы расскажем, как сделать трубогиб своими руками.
Описание конструкции трубогиба
Перед процессом сооружения сгибающего аппарата, желательно детально рассмотреть для чего он может использоваться. Данное устройство, позволяет выгнуть металлическую деталь под разным ракурсом. Подобная конструкция обрабатывает детали из пластика, металла и алюминия. Используя трубогиб, изделие можно согнуть до полного углового разворота.
Трубогиб незаменим при конструировании разных навесов, беседок, качелей и скамеек.
Механический трубогиб в действии
Различаются агрегаты по виду изгибов и по приводам. Отметим, что, если изготовлять трубогиб для профильной трубы своими руками, можно использовать недорогой материал или вовсе не нужный хлам, который часто валяется в сараях частных.
В производственной сфере применяются разнообразные типы трубогибов.
Среди них особо выделяются:
- Гидравлические. Подобные устройства часто стационарного типа, но бывают и ручного варианта. Представленные агрегаты применяют с целью обработки профильного сырья с диаметром менее трех дюймов. Они отлично подходят для масштабных работ в процессе обработки большого количества материалов.
- Электромеханические. Данные оборудования для сгибания профильного материала могут обрабатывать любой вид профильных труб. За счет электроники удается сделать расчет требуемого наклона и усилия для работы.
- Ручные. Используются для обработки материалов маленького диаметра.
Отметим, что воздействие термическими показателями на такие материалы способствует изменению строения и таким образом показатели прочности снижаются. Если же один элемент изгибать несколько раз, конструкция изделия нарушится.
Разделяют трубогибы и по способу сгибания:
- сегментный, включающий в себя определенный механизм, с помощью которого протаскивается магистраль и перегибается, под нужным углом;
- арбалетный, который оборудован специализированным устройством, выступающим трубогибом;
- пружинный, который включает в свою схему специальные пружины, именно под их давлением гнется материал.
В процессе применения такого агрегата нужно знать, что максимальный угол изгиба, зависит от характеристик обрабатываемого сырья. Когда детали гнутся, рекомендуется придерживаться минимального угла сгиба. В иной ситуации конструкция может поддаваться изменениям.
Список необходимых инструментов и материалов для создания самодельного трубогиба
Во время принятия решения, изготовить трубогиб своими руками для профильной трубы, потребуется ознакомиться с требуемым инструментарием, без которого конструирование не получится. Список инструментов:
- токарный станок;
- аппарат для сварки;
- электрическая дрель;
- диск по металлу и болгарка.
Во время изготовления самодельного трубогиба не обойтись и без общих инструментов. Конечно, покупать токарный станок для нескольких выточек нет необходимости. Проточить несколько элементов и сварить части можно у знакомых или обратится в цех металлоконструкций.
При необходимости изготовить трубогиб для профильной трубы своими руками, рекомендуется использовать проверенные схематические изображения, но при их выборе стоит исходить от наличия того или иного материала. В основном мастера выбирают фронтальные типы конструкций.
Они стоят из:
- 3 металлических валов, выполняющих прижимную функцию;
- цепи для запуска механизма давления;
- вращающейся оси;
- устройства, приводящего все части в движение;
- профиля из метала, используемого для конструирования основания и рамы устройства.
Многие домашние мастера допускают ошибку и конструируют роликовую систему на основе пластических или деревянных материалов. В принципе назвать весомой ошибкой выбор подобного материала нельзя, так как устройство будет функционировать. Но подобные системы, могут быть использованы для обработки непрочных элементов. Когда этим правилам не придерживаются валы, могут лопнуть, под натиском и придется заново конструировать все устройство.
Пошаговая инструкция создания трубогиба своими руками
Создавая трубогиб своими руками для профильного материала, перед его использованием стоит разобраться, по какому принципу выполняется работа.
Простой аппарат для сгибания труб
Функционирование трубогибов заключается в прокатке и вальцовке материалов. Риска, что произойдет излом или повреждение сведен к нулю. При необходимости согнуть трубы используя конкретный угол, ее, нужно поместить в промежуток роликов устройства и повернуть рычаг в одну из сторон. Таким образом, из ровной трубы получается изделие, согнутое под нужным градусом, которое целиком соответствует установленным габаритам.
Изготавливается трубогиб своими руками для профильной трубы из следующих материалов:
- подъемник механического типа;
- металлопрофиль;
- высокопрочные пружины;
- 3 вала из железа;
- цепи.
Гидравлический трубогиб схема
Принцип работы, такого простого сооружения, заключается в размещении труб на 2 нижних уровнях, на которые пускается третий ролик, создавая при этом установленное усилие. Для использования подобной конструкции, нужно крутить рычаг, который запускает в действие привод с помощью натянутой цепи.
Изготовляется самодельный трубогиб для профильной трубы своими руками в такой последовательности:
- Основа. Изготовление основы для трубогиба, проводится за счет применения профильного материала, отрезки которого свариваются качественным швом. Также дополнительно укрепляются части болтами.
- Установка оси для организации вращений роликов. По изначально выбранному чертежу устанавливаются ролики, 2 из которых немного выше третьего, а также проводится монтаж оси. При этом стоит учитывать, что от промежутка между роликами, зависит максимальный угол изгиба.
- Запуск гибочного устройства проводится за счет цепного механизма. Для данного механизма, желательно установить несколько шестерней. Сама цепь может быть взята с авто и мототехники и подобной техники. А при фиксации шестеренок, применяются шпонки. Лучше если они изготовлены из гровера.
- Также нужна ручка, которая запускает механизм. Благодаря такой детали запускается цепь и создается необходимо давление.
Конструировать трубогиб своими руками предназначенный для профильной трубы, можно отталкиваясь от другой технологии:
- Разрабатывается чертеж, и размещаются шестерни, ролики и кольцевые элементы, которые соединяются шпонками. Для начала после составления чертежа, кстати, который можно взять в готовой форме, нужно выточить валы. Подобную работу лучше оставить опытному специалисту в токарной сфере. Для простого трубогиба, необходимо выточить всего три ролика. Один из них вешается на пружинный элемент, а 2 устанавливаются на каркасе.
- После их изготовления и установки сверлятся кольца. Отверстия, предназначены для изготовления пазов и нарезки резьбы. После данного этапа изготовляется полка. Ее конструирование часто проводится с применением швеллера. В нем также сверлятся отверстия, и нарезается резьба. На таком элементе, они необходимы для установки и фиксации прижимного вала. Установка данного элемента проводится на полку. Лучше будет если гайки приварить для крепкого соединения. Дополнительно ролик с пружиной потребуется скрепить болтами.
- После сбора всех элементов, конструируется каркас. С целью создания применяется сварка и болты. На изготовленную основу крепится полка с установленным прижимным роликом. Для прижимного ролика используется высококачественная пружина. Затем крепятся валы, которые также выполняют функцию ножек и устанавливается ручка. Рекомендуется рычаг делать таким образом, чтобы он проворачивался. Так намного удобней ее использовать.
- В конечном шаге конструирования устанавливается механический домкрат. Крепление этой детали проводится на подвесной платформе. Для крепления идеально подойдут болты.
Гидравлический самодельный трубогиб
Когда принято решение самостоятельно изготовить трубогиб, наверняка в интернет сети многие ознакомились с видео и фотоматериалом, которые рассказывают, как сделать самостоятельно гидравлический трубогиб. Но для тех, кто не ознакомлен, мы сейчас опишем подробный процесс. Состоит он из гидроцилиндра, нагнетательного устройства и опор для труб. Отметим что процесс изготовления подобной конструкции весьма трудоемкое занятие.
Если рассматривать готовый чертеж, то особо выделяются такие части:
- домкрат с гидравлической направленностью (подъем груза от пяти тонн);
- ролики из металлического материала
- швеллер из металла (желательно толстого);
- столярный башмак, пластины металлические.
Для изменения вида материала с использованием механизма на гидравлике, материал вставляется в башмак, а стороны изделия, качественно фиксируются стороны трубы. После этого в работу включается гидравлический домкрат. Он выдвигает свой шток и давит им на ролик. Ролик оказывает давление на трубу и сгибает ее. После получения нужного угла изгиба процесс останавливается и готовое изделие достается и агрегата. Чтоб ослабить давление домкрата, необходимо повернуть ручку в определенную сторону, и он спуститься.
Для самостоятельного изготовления гидравлического гибочного станка, нужно провести такие мероприятия:
- Выбрав оптимальное схематическое изображение, нужно изготовить конструкцию, предназначенную для размещения башмаков и основ для фиксации другого оборудования. К нижней части крепится пластина на основе метала (желательно толстая), которая предназначается для размещения гидравлической установки. После установки пластины устанавливается домкрат. С помощью болтов он фиксируется к основанию. На него устанавливается приводная ручка.
- Далее подбираем оптимальные вальцы, которые максимально плотно обхватывают изменяемый материал. Если есть желание, то вальцы для профильной трубы можно также изготовить своими руками. Устанавливаются они на швеллер при этом их расположение должно находиться на одинаковой высоте. Теперь устанавливается башмак. Его фиксация должна проводиться ниже роликов. Максимальный угол изгиба профильного материала полностью зависит орт расстояния между башмаком и роликами. Для закрепления роликов и башмака, рекомендуется использовать болты.
- Для использования болтов по чертежу для их расположения просверливаются отверстия, подходящего диаметра. В эти отверстия устанавливаются элементы и фиксируются болтовыми соединениями.
Изготовить оборудования для сгибов не так уж и сложно, а вот как проводить процесс обработки мало кому известно. На гидравлических самодельных устройствах можно сгибать изделия с профильным сечением и другие элементы из разнообразного материала. Проводить обработку можно разными способами:
- холодным;
- горячим, но он требует прогрева материала.
Холодный тип гибки считается более простым вариантом, но используют его только для изделий с небольшим сечением или из пластика. Особенностью данного способа считается, заполнение пустоты за счет подручных сыпучих средств. Это заполнение позволяет получить точный изгиб без деформирования материала.
Если же необходимо согнуть изделие с толстыми стенами или большим сечением, то актуальным для этого становится горячий вариант сгибания. Особенностью данного типа считается, прогрев материала до конкретной температуры.
Гидравлический трубогиб в действии
Когда нужно изменить вид трубы с максимальной точностью, при работе нужно использовать некоторые советы:
- при создании самодельного трубогиба, лучше не использовать цепной механизм и шестерни, его лучше заменить домкратом;
- когда гибка труб проводится строго по шаблону, то чтоб не двигался материал, в конструкцию стоит включить упоры, которыми являются металлические крючки;
- если необходимо сгибать профильные трубы под большим радиусом, то при создании, лучше использовать конструкцию с тремя прижимными роликами;
- если необходимо получить универсальное гибочное оборудование, то во время изготовления ролики лучше сделать подвижными, таким образом, можно изменять при необходимости градус изгибов изделий;
- для более точного изгиба инструментария, применяйте заранее изготовленный шаблон, часто в качестве материала для шаблона используют древесину.
Шаблоны для проведения работ на агрегате, сделанном самостоятельно относятся к важным элементам. Если использовать во время обработки профильных труб деревянный шаблон, то даже ручным самодельным трубогибом можно точно выгнуть изделие, с соблюдением всех необходимых параметров. Шаблоны помогают достичь того результата, который получают при обработке в производственных условиях с помощью автоматизированных механизмов, которые самостоятельно проводят поставленную перед ним задачу.
Трубогиб своими руками
Для работы с трубами или уголком требуется специальный станок, получивший название трубогиб. Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.

Устройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка. Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
- Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Больше всего получила распространение конструкция, которая работает по принципу прокатки. Она практически лишена всех приведенных выше недостатков, имеет относительно небольшие размеры, может быть переносной, есть возможность проводить регулировку угла гибки.
Самодельный станок может иметь самую различную конструкцию. При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.

Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.

Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.

К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
- Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
- Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик. Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.

Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил свое название благодаря схожим чертам с средневековым оружием. Арбалетный трубогиб обладает следующими особенностями:
- Основа конструкции представлена рамой, которую можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, так как получаемая конструкция должна обладать высокой жесткостью.
- После создания рамы проводится крепление двух вальца.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается непосредственно через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть вполне достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.

Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.

Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.
- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.
Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента применяется домкрат. Он бывает нескольких типов. Сам домкрат изначально изготавливается для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, к примеру, автомобили.

Трубогиб из домакрата
Самодельный трубогиб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.
Как ранее было отмечено, при применении домкрата можно сделать трубогиб арбалетного типа.
В заключение отметим, что практически любое устройство является относительно несложным станком, который за счет распределения прилагаемого усилия гнуть трубы и другие заготовки подобного типа. Применяются зачастую для сгибания изделий, изготавливаемых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать в несколько десятков раз затраты, связанные с производством самодельного варианта. Именно поэтому для бытового применения или мелкосерийного производства в большей степени подходит самодельный трубогиб.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.



