14 лучших сварочных инверторов





Купить хороший сварочный инвертор, чтобы при этом чтобы можно было использовать на работе, дома и на даче, где и 220В то не всегда бывает — сложная задача. Постараемся в этом помочь.
Благодаря развитию инверторной технологии сварочные аппараты стали компактными, экономичными и удобными в работе даже для новичков. Благодаря этому встретить аппарат для ручной дуговой сварки или полуавтомат можно во многих гаражах и частных мастерских. Стабильный и высокий спрос на сварочные инверторы заставляет конкурирующих производителей постоянно совершенствовать свой модельный ряд, снижать цены и развивать фирменный сервис.
Критерии отбора
Выбрать лучший сварочный инвертор достаточно трудно – на рынке такое разнообразие, что захватывает дух. Но опытные сварщики не пытаются экспериментировать, обращаясь к продукции уже знакомых производителей. Выбирают только проверенные временем и собственной работой бренды. Ведь если производитель серьезный, то качество он держит всегда на высоком уровне – как в полупрофессиональных, так и в профессиональных аппаратах.
Поэтому перед покупкой нового инвертора, просматривают продукцию тех производителей, которая уже была в работе. Даже если не сами работали, то коллеги посоветуют. На основе многолетнего опыта сформировался список лидеров производителей сварочных инверторов, который и предлагаем вашему вниманию, взяв для сравнения аппараты «для работы и дома». То есть, которыми можно и зарабатывать, и с домашними делами справляться.
В зависимости от режима работы инверторы делятся на три категории:
- аппараты для ручной дуговой сварки (ММА);
- полуавтоматы (MIG/MAG);
- аппараты для аргоновой сварки (TIG).
Так как несколько аппаратов в нашем рейтинге являются многофункциональными, сравнение велось не только по основной функции, но и в категории «Лучший универсальный аппарат».
| Категория | Место | Наименование | Рейтинг | Цена |
|---|---|---|---|---|
| Лучшие универсальные сварочные инверторы | 1 | Aurora INTER TIG 200 AC/DC Pulse | 9.8 / 10 | 40 300 |
| 2 | Торус 200с Супер | 9.7 / 10 | 17 350 | |
| 3 | Сварог TECH ARC 205 B (Z203) | 9.6 / 10 | 19 940 | |
| 4 | Quattro Elementi MultiPro 2100 | 9.5 / 10 | 19 090 | |
| 5 | Форсаж-161 | 9.5 / 10 | 11 150 | |
| 6 | Кедр MIG-160GDM | 9.4 / 10 | 31 500 | |
| 7 | BLUEWELD Prestige 186 PRO | 9.0 / 10 | 16 470 | |
| Лучшие инверторы для ручной дуговой сварки | 1 | FUBAG IR 200 | 9.5 / 10 | 8 010 |
| 2 | Wester MMA-VRD 200 | 9.4 / 10 | 10 200 | |
| 3 | ELITECH АИС 200 | 9.0 / 10 | 27 100 | |
| 4 | Ресанта САИ-220 | 8.9 / 10 | 7 920 | |
| 5 | Eurolux IWM-190 | 8.7 / 10 | 4 410 | |
| Лучшие сварочные инверторы-полуавтоматы | 1 | BLUEWELD Starmig 210 Dual Synergic | 9.6 / 10 | 61 390 |
| 2 | Aurora OVERMAN 180 | 9.5 / 10 | 26 000 |
Лучшие универсальные сварочные инверторы
Aurora INTER TIG 200 AC/DC Pulse
Маркировка этого сварочного аппарата невольного привлечет не только профессиональных аргонщиков, но и поклонников творчества Малькольма Янга сотоварищи. Да и по количеству кнопок, гнезд и «крутилок» лицевая панель аппарата чем-то смахивает на гитарный усилитель.
Итак, перед нами весьма функциональный прибор, гордо несущий на себе отметку о сертификации НАКС. Поддерживается работа штучными электродами и сварка в среде защитного газа, максимальный ток, отдаваемый инверторным преобразователем, в обоих режимах составляет 200 ампер. В режиме Pulse сварщик может настраивать и частоту, и баланс, и нижний уровень тока пульсаций, в режиме TIG, как вы уже поняли, доступна сварка и на переменном, и на постоянном токе. При этом можно подстраивать и стартовый ток отдельно от рабочего, регулировать баланс в режиме TIG AC, переключаться между двухтактным и четырехтактным режимами, причем в последнем также доступна настройка заварки кратера.
Одним словом, это отличный по универсальности сварочный аппарат, способный работать в самых разных условиях – от ювелирной сварки тонкостенных деталей аргоном до резки металла электродом.
- Богатство настроек
- Универсальность
- Солидные габариты и вес
- Цена не из бюджетных

Торус 200с Супер
Марка «Торус» хорошо известна среди профессиональных сварщиков – инверторы этой московской компании без проблем переживают гарантийный срок даже при самой жесткой эксплуатации, не преподнося неприятных «сюрпризов» и после окончания гарантии. MMA/TIG-инвертор «200с Супер» позволит владельцу работать на токе до 200 А при ПВ 100 – а это означает возможность полноценной длительной работы с электродами до 5 мм диаметром.
Важно, что этот инвертор может иметь сертификацию НАКС (такой вариант будет дороже несертифицированного в среднем на 2 тысячи), что является наилучшим доказательством высокого качества сварочных швов, создаваемых аппаратом. Заслуга этого – в микропроцессорной схеме формирования кривой тока – это обеспечивает не только ее оптимальную форму, но и стабильность характеристик при сильном падении напряжения. Инвертор будет одинаково удобен и сварщику с многолетним стажем, и новичку – разжечь и держать дугу на нем крайне просто, причем в режиме TIG точно так же, как и при сварке штучным электродом. Минимальный ток – 20А, благодаря чему возможно использование инвертора «200с Супер» для аргоновой сварки самых тонких деталей.
- Крайняя легкость использования.
- Неограниченная длительность постоянной работы.
- Работа при просадках напряжения до 165 В.
- Как и у прочих аппаратов, сертификация НАКС требует доплаты.

Сварог TECH ARC 205 B (Z203)
Этот инвертор в режимах ММА и TIG он позволяет использовать сварочный ток до 200 А, при этом ПВ достигает 80%. При токах меньше 160 А эффективная система охлаждения позволяет использовать инвертор без обязательных пауз на охлаждение.
При работе с аппаратом Tech Arc 205 B стоит учитывать, что потребляемая им мощность в режиме ММА доходит до 9 кВт, и возможны большие просадки питающего напряжения. Однако, благодаря встроенному цифровому индикатору сварочного тока, в определенной мере их можно компенсировать – на аппаратах, где ток задается по шкале у регулятора, подстройку тока до нужной величины приходится проводить «на глаз».
Для облегчения сварки производителем предусмотрены не только режимы «антизалипания» и «горячего старта», но и регулируемый уровень форсажа дуги при розжиге. Безопасность сварки обеспечивает возможность включения режима VRD (снижения напряжения холостого хода) во избежание поражения электрическим током при сварке в условиях повышенной влажности.
В режиме TIG максимальная потребляемая инвертором мощность – 5 кВт. Хотя его и нельзя назвать полноценным аппаратом для аргонодуговой сварки (регулируется только ток, нет режима TIG AC для сварки легких сплавов), Tech Arc 205 B может с успехом использоваться для высококачественной сварки углеродистых и нержавеющих сплавов, бронзы и латуни. Режим TIG Lift (розжиг касанием) значительно облегчит освоение работы тугоплавким электродом.
Главным признаком высокого качества данного инвертора можно считать то, что он может пройти сертификацию НАКС, то есть получить допуск к ответственным работам на трубопроводах, в котельных, на высоконагруженных несущих конструкциях.
Контактная сварка. Нуждаюсь в советах профессионалов.
Задача: необходимо к стальной гаечке М3 с торца (не повредив резьбы) приварить отрезок (20мм) стальной проволоки диаметром 1мм. Так как узел в дальнейшем будет подвергаться некоторым динамическим и большим температурным нагрузкам мысль о пайке оловом отпала сразу. Пайка медью или латунью тоже не внушает доверия – в случае обрыва гайки “беды не оберёшся”. Пробовал аргоновой сваркой: и сварной вроде-бы с опытом, но с трёх получилась одна да и та – очень не аккуратно и едва не повредив резьбу. Сам для себя решил: выход в контактной сварке. Хотя опыта у меня никакого и спрсить не у кого – может кто подскажет и другие варианты? С паяльником и пасатижами дружу крепко и деталька такая нужна часто. Поэтому решил сам собрать маленький аппарат для контактной сварки. Накачал кучу схем – и чем дальше тем страшнее, тем больше “гложат мутные сомнения” – прав ли я и какой аппарат выбрать? Хотелось бы на сей счёт услышать мнение профессионалов, а может кто-то посоветует и схемку (описание) заведомо рабочего аппарата. Поверьте – любые ваши мнения для меня очень важны! Заранее всем благодарен.
Найти автосервис по кузовщине, где есть споттер и нафигачить пол-ведра энтих гаечек. Оптом дешевле 
Вариант меня ,конечно же, устроил бы но пардон – что такое споттер?
Понял, спасибо. Попытаюсь найти. Хотя думаю, что при такой стоимости аппарата вряд ли кто станет со мной возиться (если только не посыпать каждую детальку золотой пыльцой по стоимости. ).
tansai написал :
думаю, что при такой стоимости аппарата вряд ли кто станет со мной возиться
Так делов на пару минут. Можно взять на “слабо”.
 Попробую.
Попробую.
tansai написал :
Задача: необходимо к стальной гаечке М3 с торца (не повредив резьбы) приварить отрезок (20мм) стальной проволоки
очень инетерсно как сие выглядит ( фотку бы или чертеж набросок) ,
как вариант решения – сделать деталь полностью из проволоки 1мм – согнуть петельку на конце пропаять твердым припоем и нарезать внутри отверстия нужную резьбу.
Такой вариант рассматривался и испытывался, но увы – малая рабочая поверхность. Потому и применил гаечку – хоть немного умощнил.
А если к этой петельке и приваривать гаечку?
Если бы я мог аккуратно приварить к петальке гаечку, то наверняка смог бы приварить и проволоку к оной, что гораздо проще. Кто работал точечной или контактной сваркой – насколько она эффективна? Какие там есть недостатки и подводные камни, о которых молчит теория?
К стати. Я разобрался что такое споттер. В его основе лежит принцип осцилятора.
Есть еще идея.
Если дружите со сваркой хоть немного (просто лучше делать самому) и есть инвертор, то можно попробовать так:
нарезаете резьбу на 3 мм медной проволоке, длиной сантиметров 15; смазываете графитной смазкой; накручиваете Вашу гаечку на проволоку; фиксируете гайку в тисках; фиксируете стальную проволоку относительно гайки; присоединяете “массу” к предварительно оббитому электроду ф2мм; вставляете в держак нормальный электрод ф2мм (лучше ф1,6мм); приставляете оббитый электрод к месту сварки и зажигаете дугу на оббитом электроде и сплавляете стальную проволоку с гайкой; начинать нужно с минимальновозможного тока, при котором зажигается дуга; HotStart, если есть, должен быть выключен; полярность – обратная; электроды – рутиловые.
Повторюсь, это чисто идея и ни один сварщик за такое, имхо, не возьмется – только если сам.
Я работал ручной и стационарной контактной сваркой. Мне кажется гайку сдеформирует. Действительно, лучше нарисуйте эскиз чего хотите, может тогда найдутся варианты решения.
Выкладываю 2 фотки. Думаю коментарии излишни.
То что гайку деформирует для меня не страшно – лишь бы соединение было аккуратным (на сколько это возможно) и надёжным.


Спасибо, но увы – инвертора нет.
Контактной тут не получится, если только споттером. Покрытие с гайки снимать надо. Проще персмотреть изготовление детали по другой технологии. Сколько штук надо? какой инструмент в наличии? Доступ к токарному станку есть?
из сварочных технологий имхо тут только какаянить экзотика типа лазерной или электроннолучевой сварки годится.
в домашних условиях подойдет пайка твердым серебрянным припоем прочность около 30кг/мм2 на кончике проволочки желательно осадить “шляпку” или припаивать готовые гвозди подходящего диаметра.
Снять покрытие с гайки – не вопрос. Варианты технологий (приемлемых в условиях гаража) пересмотрел какие мог – кроме сварки ничего не осталось, выход вижу только в ней. Да, конечно, можно найти фирму и разместить заказ, но всё это сразу теряет смысл по рентабельности. Есть смысл делать самому. А потребность – иногда 10 – 20шт. в день. А всё-таки, почему не годится контактная сварка?
2СергейКл а попробуй полуавтоматом сварочную проволоку приварить к гаечке. Сама проволока и будет этим “усиком”
У топикстартера ПА нет, а мне если только на Радикс ехать пробовать 
avaks написал :
2СергейКл а попробуй полуавтоматом сварочную проволоку приварить к гаечке. Сама проволока и будет этим “усиком”
сегодня уже никак, мне до гаража 5 км. А как сохранить проволоку усиком? У меня в протяге задержка на отжигание?
tansai написал :
А всё-таки, почему не годится контактная сварка?
Теми, которыми я пользовался, зажимал два листа, а тут надо какую-то приспособу мудрить. захват оси и гайки. Да и усилие – эту гайку в пятак раскатает.
СергейКл написал :
Теми, которыми я пользовался, зажимал два листа, а тут надо какую-то приспособу мудрить. захват оси и гайки. Да и усилие – эту гайку в пятак раскатает.
Да разговора нет – конечно же буду делать приспособы. В голове уже наброски вынашиваю. И усилие буду делать регулируемым. И если представить себе что это всё удачно реализовано можно ли расчитывать на успех? Иными словами – ребята, которые часто и много варят: кто нибудь из вас может сказать, что мысленно видит этот сварной шов (если его так можно назвать)? Так же интересует электрическая часть – кто собирал нечто подобное или может чего посоветовать?
avaks написал :
а попробуй полуавтоматом сварочную проволоку приварить к гаечке. Сама проволока и будет этим “усиком”
А действительно – может кто попробует? Только без газа. А какой диаметр проволоки в полуавтомате?
tansai написал :
Да разговора нет – конечно же буду делать приспособы. В голове уже наброски вынашиваю. И усилие буду делать регулируемым. И если представить себе что это всё удачно реализовано можно ли расчитывать на успех? Иными словами – ребята, которые часто и много варят: кто нибудь из вас может сказать, что мысленно видит этот сварной шов (если его так можно назвать)? Так же интересует электрическая часть – кто собирал нечто подобное или может чего посоветовать?
Приварить конечно можно без особых проблем, но для начала необходимо иметь контактную сварку. Делал лет 25 назад самодельную, валяется сейчас без надобности, т.к. сеть не позволяет работать с ней, потребление на уровне 10кВа. Если сделаете сами, то будете варить свои гаечки запросто, но сначала сеть проверьте на способность тянуть 10кВа.




tansai написал :
А какой диаметр проволоки в полуавтомате?
0,6 ; 0,8 самая ходовая ; 1 ; 1,2 ; 1,6 мм
А почему именно 10кВа? У меня есть тор под 2,5кВа – считаете этого будет мало? Вижу на фотках (спасибо) основной транс, диодный мост и ещё небольшой транс – зачем? Или это дросель? Важно ли здесь “переменка – постоянка”? Пожалуйста, если ещё помнится – сделайте набросок схемы. И ещё. Может кто поделится самим технологическим процессом контактной сварки (подготовка деталей, последовательность операций и т.д.)?
tansai написал :
Есть смысл делать самому. А потребность – иногда 10 – 20шт. в день.
заинтриговал, в какие изделия они в таком кол-ве идут ?
tansai написал :
А почему именно 10кВа? У меня есть тор под 2,5кВа – считаете этого будет мало? Вижу на фотках (спасибо) основной транс, диодный мост и ещё небольшой транс – зачем? Или это дросель? Важно ли здесь “переменка – постоянка”? Пожалуйста, если ещё помнится – сделайте набросок схемы.
Тор для контактной сварки не очень подходит, т.к. вторичная обмотка должна все таки располагаться поверх всей первички. Самое оптимальное это броневой тип сердечника и как можно большее сечение вторички. Напряжение вторички 2-3 вольта. Схема примерно такая.
Принцип работы: в ненажатом состоянии, через нормально замкнутый контакт управляющего переключателя заряжается емкость и при включении сварки происходит разряд емкости (несколько тысяч мкф), которая определяет время выдержки импульса сварки, на управляющий электрод тиристора включенного в диагональ моста и на св.тр-р подается напряжение. Подключая дополнительные конденсаторы можно изменять время сварки. Переменным сопротивлением регулируем выдержку плавно.
Для вашей задачи мощность в 10кВт конечно будет излишней, вам достаточно будет тока в 1000А при напряжении 2В. Если имеется 380В, то еще лучше.
Сообщества › Электронные Поделки › Блог › Мощная контактная сварка

Постройкой данного аппарата занялся очень давно, еще в начале 2000-х. Нашел подходящую статью в журнале Радиоаматор №11. 2001, все устроило. Собрал трансформатор…

Сверил со схемой и изготовил печатную плату и корпус для всей электроники. Стал проверять и настраивать электронную часть, оказалось, что она не работает. Не работает не из-за моих ошибок в разводке платы и не из-за неисправных деталей. Причиной были многочисленные ошибки в принципиальной схеме. Это я уже понял. После неудачных попыток исправить все, по нехватке знаний в цифровой технике, насколько смог, добился от устройства нескольких выдержек времени. Этого мне пока хватало, а переделывать все не было никакого желания. Да и острая необходимость в контактной сварке отпала сама собой. Аппарат был успешно взгромоздён на полку в подвале и забыт надолго.
Потом была пара подтоплений в подвале, уровень воды поднимался до пояса и все, что нажито непосильным трудом, разом пришло в негодность.
Теперь снова возникла потребность в этой сварке. Достал, начал проверять и после вскрытия обнаружил испорченные “кишки” всей электроники, кроме некоторых элементов и соответственно самого силового трансформатора.
Взялся за повторение проекта и с учетом прошлых ошибок начал проверять правильность схемы в первоисточнике. Было выявлено еще несколько ошибок в схеме. Потом здесь в сообществе просил помочь мне прогнать схему в Протеусе, т.к. я с ним совсем не работал и представления не имею как это делать. Некоторые просто давали советы, некоторые на словах (глядя на мою схему) описывали как должно все работать. Некоторые вообще были возмущены такой дерзкой просьбой и и моей попыткой отнять у них драгоценнейшее время. Посоветовали мне собрать все на макетной плате для Ардуино и в таком виде проверить работоспособность устройства. “Ведь 21 век на дворе” есть такая “чудо-плата”, на ней и проверяй”. А на мою просьбу проверить все в Протеусе так никто и не откликнулся.
Ну, это все лирика и вступление, хватит букв — к устройству…
Трансформатор на первой фотографии — “стёб” — это “диванным теоретикам”.
Вот транс, который был намотан на шести сердечниках ТС-270, провод первичной обмотки диаметром 3,2 мм, вторичка намотана 4 витка кабелем от промышленной дуговой сварки (сечение я к сожалению не знаю). Напряжение холостого хода во вторичной обмотке 6 вольт:


Еще раз проверил схему и сравнил каждую мелкосхему с даташитом, как оно должно работать (в теории). Вот первоначальная схема, кстати и она немного подправлена на предмет лишних соединений :
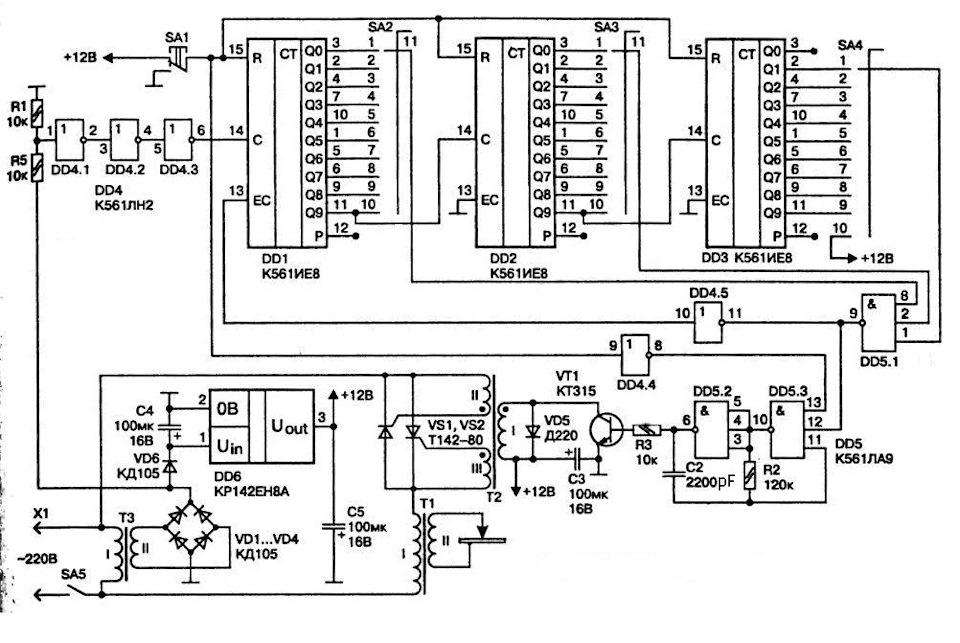
Все-таки нашел в своем городе человека, владеющего Протеусом и он проверил работоспособность схемы в программе. “Вылизал” все “косяки” и уже получилась нормальная, работоспособная схема.
Вот она:
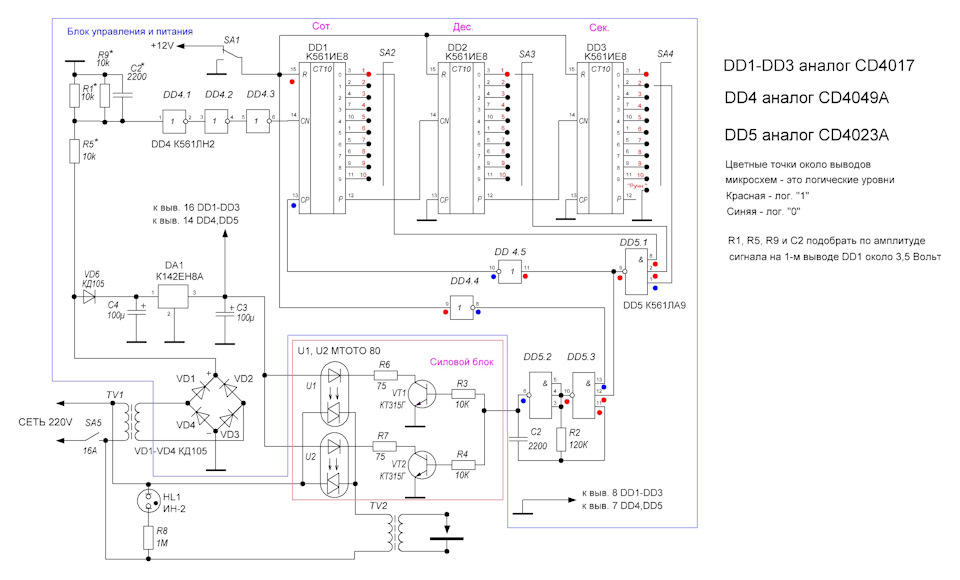
Все вроде складывалось. Сделал “печатку”, запаял детальки и принялся настраивать. И здесь не обошлось без мелких неприятностей. Генератор на микросхеме DD4.1-DD4.3 выдавал импульсы с частотой 100 Гц, но у сигнала была слишком большая амплитуда и установленная выдержка работала 1 раз из 20 — 30 попыток. Пришлось опытным путем (методом “научного тыка”) подобрать задающие элементы на входе генератора (R9, C2). Причем установка простого резистора на 5 кОм вместо R1 не дала результата. Установил еще и конденсатор…
Да, чуть не забыл, в качестве управляющего элемента для силового трансформатора был использован сдвоенный оптосимистор МТОТО 80, специально раздобытый для данного устройства. Запас по току у него огромный, даже с избытком…
Все о точечной сварке – ее характеристики, техника применения, плюсы и минусы

Самым распространённым видом контактной сварки – точечная сварка (ТС).
С ее помощью оперативно и качественно соединяют листовой металл небольших толщин.
В данной статье опишем, что такое ТС, методы и изъяны таких работ при неверном выполнении.
Вступление
ТС один из видов контактной сварки, также существуют стыковочная, шовная и их производные. Однако широкого применения заслуживает именно точечное сваривание, о нем пойдет речь далее.
Точечная сварка применима везде. К примеру, при сборке современных кораблей, корпус имеет неисчислимое количество точек, формирующих собой надежный шов.
Ее принцип состоит в прогревании и сваривании изделия путем наложения элементов. Далее электродами последние прижимаются и пропускают через них большую силу тока.
Это означает, что электрический разряд в точке нагревает металл до температуры плавления. Тем самым детали сливаются воедино. В результате шов имеет приемлемый внешний вид и высокую надежность.
Точечная сварка имеет свои отличия от других методов контактного сваривания. Во-первых, такой метод варки ощутимо экономит время сварки (нужна малая доля секунды для создания одной точки). Для работы с ТС:
- Используют довольно большую силу тока от 1000А;
- Устанавливают низкое напряжение до 10 Вт;
- Ореол плавления от пары миллиметров до одного-двух сантиметров;
- Применяется механическая нагрузка, достигающая показателя 100 кг.
Зачастую к точечному свариванию прибегают в задачах по соединению стержневых элементов либо листов из тонкого металла. Этому виду сварки свойственно объединение как миллиметровых металлов, так и сантиметровых, но не более 3 см.
На практике, связывать приходится заготовки не толще 5-7мм. ТС широко используется для конструирования кузовов.
Плюсы и минусы
Популярность варки самостоятельно точечным методом обусловлена плюсами ТС. Она не требует электродов, проволоки и т. д. Это позволяет увеличить время на другую работу и бережет ваши деньги.
К следующим положительным особенностям относится:
- несущественная деформация;
- удобство использования сварочного агрегата.
Даже человеку делающий впервые ТС все под силу. Результат вас порадует – аккуратный и крепкий шов, дешевый рабочий процесс, практически полностью автоматизирован.
А возможный объём работ ошеломит, ведь за одну лишь минуту можно создать несколько сотен сварных точек.
Минусов незначительное количество, а именно: невысокая герметичность в сравнение со швами, созданными с использованием электродов.
И еще один недостаток, необходимость постоянного контроля напряжения в зоне точки сваривания.
Процесс ТС
Перейдем теперь к процессу точечной сварки, который состоит всего из 3-х этапов. Первый, подготовительный (рассмотрим отдельно ниже в статье).
Второй, свариваемый: после того как детали подготовлены, их располагают под остриём сварочной машины, затем сжимают. В результате деформации металла получаем углубление в виде точки.
Подаем ток, деталь нагревается, затем плавится, в углублении образуется жидкий центр. С течением времени ток проходит через весь центр и увеличивает точку в размере.
Эта точка формирует свариваемое место. Так как ранее была произведена деформация металла, процесс не формирует брызг метала, а шов в итоге выглядит естественно без зачистки.
Третий этап – завершающий. Прекращаем подачу тока, нагрев металла останавливается, точка кристаллизируется. Жидкий центр теперь часть детали.
Обратите внимание, при остывании центр немного уменьшает свой размер и тем самым создает остаточное напряжение.
Его необходимо убрать для этого есть несколько способов. Рекомендуем сдавить элементы сильнее перед окончанием сваривания, тогда шов становится более единородный. ТС своими руками проста и выполнима человеком без высокой квалификации.
Подготовительный этап
Разные способы сваривания металла, в т.ч. и ТС, предусматривают поначалу подготовку металла. Для начала очистите место сваривания:
- от загрязнений;
- от коррозии;
- от окисной пленки.
Без очистки мощность теряется и приводит к большему износу сварочного агрегата. Рекомендуем применять следующие методы очищения:
- пескоструйная очистка;
- болгарка с металлической щеткой;
- наждачная бумага;
- спецрастворы (для небольших элементов).
Особое внимание надо уделить подготовке алюминия и его производных. На поверхности существуют плотная пленка оксида. Она служит барьером для качественного прогрева и сварки деталей. Поэтом требуется обязательно удалять планку перед началом сваривания.
Важность заключается в том, что конструкция созданная без удаления пленки, не будет иметь достаточную прочность.
Сварочные агрегаты
Для точечной сварки необходимо иметь прежде всего сварочный аппарат. Можно работать оборудованием как с постоянным, так и с переменным током; конденсаторного типа или на низкой частоте.
Все виды сварочных машин рознятся формой свариваемого тока и силовым электрическим контуром. У них существуют свои позитивные и негативные стороны. Нет конкретного аппарата, который устроит каждого сварщика.
Мы рекомендуем работать аппаратом с переменным током, по статистике это более используемый вариант. В зависимости от необходимых работ – выбирайте тип агрегатов.
Дефекты ТС
При наличии знаний и опыта ТС получиться хорошего качества. Учитывая простоту работы с ней – освоить азы достаточно легко.
Но если допускать ошибки или работу человеку, не имеющему хотя бы небольшого опыта, возможен брак. Он образуются на самих заготовках, а не в сварочном месте.
Есть несколько типов дефектов. К примеру:
- центр в итоге огромный;
- центр в итоге очень маленький;
- центр смещен в право или лево от стыка.
Также когда интервал между точками большой, шов не получается сплошным. А в случае неверно подобранным параметров на агрегате детали сильно деформируются. Самый страшный брак – не проваренный центр, а и отсутствие такового.
Малые нагрузки деталь может выдержать, но через некоторое время все равно сломается. Такой дефект не сразу заметен, а проявиться он может, например, при перепадах температур (теплый цех – холодная улица).
Можно допустить ошибки и это не спровоцирует поломку, но это не везение. В том самом месте непроверенного центра или другой деформации уже образуется коррозия, пока не видна на первый взгляд. Все дело во времени до полного разрушения конструкции.
Для правильного выполнения ТС рекомендуем:
- точку сваривания размещать посередине стыка;
- контролируйте размер литого центра;
- убедитесь в отсутствие шлака, трещин;
- не давайте большого напряжения.
Больше практики и вы справитесь. Только опыт поможет понять тонкости точечной сварки.
Подытожим
Точечная сварка – удобная и простая в работе. Не предусматривает использование проволоки или флюса. Существует широкий выбор аппаратов для сварки.
Как для ручной, так и для автоматической работы еще и разного бюджета. В интернете вы можете найти детальное видео о создании ТС своими руками.
Для ее конструирования не понадобятся особые знания, хватит минут 15 вашего времени и агрегат будет готов. Удачи!
Что такое точечная сварка. Принцип работы и особенности
Уже более 150 лет людям известен способ соединения металлов, называемый точечной сваркой. Этот способ позволил автоматизировать и сделать массовым производство автомобилей, сельскохозяйственной техники, самолетов и тысяч наименований бытовой продукции. Благодаря относительно простому принципу действия, точечная сварка приходит и в быт обычных мастеров-любителей, автослесарей, жестянщиков.

Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
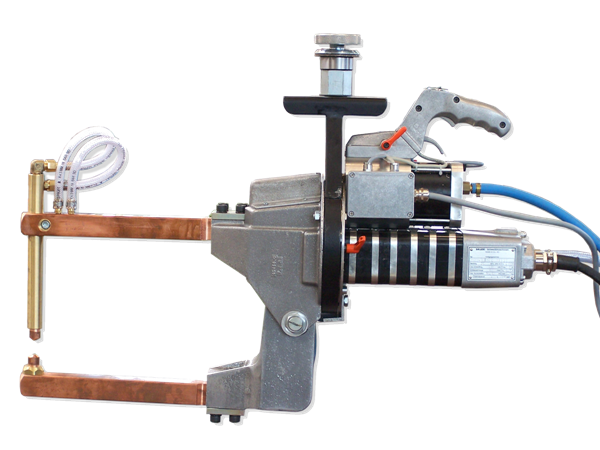
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Оборудование и материалы для точечной сварки
Чтобы варить точками необходимы:
- аппарат для точечной сварки;
- свариваемые зачищенные детали;
- для защиты деталей от коррозии можно применять токопроводящий грунт или мастику.
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их вида, условий технология сварки может отличаться деталями. Но в целом порядок работ одинаков.

Точечная варка происходит в несколько этапов:
- Подготовка поверхностей. Они должны быть очищены от непроводящих ток лакокрасочных материалов и окислов, а также без напряжения плотно присоединяться.
- Сжимание деталей. Для этого привод клещей прочно сжимает поверхности, они частично деформируются. Это нужно для возникновения участков проведения тока именно между контактами клещей.
- Нагрев деталей электрическим импульсом. Чем толще детали, тем дольше приходится держать нагрев. Импульс может быть как постоянный, так и с регулируемой силой тока, переменный.
- В автоматических станках есть этап ослабления давления на детали — это нужно для предотвращения выдавливания металла из расплавленного ядра. В ручных механических клещах этот этап пропускается.
- Ток выключается. На глаз момент выключения тока можно определить по нагреву области между электродами — как только металл начинает краснеть, ток отпускается.
- Прижим или проковка во время остывания металла. Нужны для формирования прочной кристаллической структуры сварной точки.
- Деталь готова.
В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются.При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии. Соответственно, она не будет затрачена на расплав металла.
- Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Обозначения точечной сварки на чертежах по ГОСТ
Порядок в производстве обеспечивается правильной технической документацией. Точечная сварка имеет свое обозначение на чертеже, которое дополняется специальным буквенным кодом. На лицевой плоскости обозначаются контуры свариваемой области, и крестами места точек. На боковом разрезе точка сварки выглядит как состыкованные заштрихованные плоскости.

Обозначение сварных точек производится на чертежах по ГОСТ 15878-79. Там же оговорены все условные обозначения и дополнительные данные.
Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.

Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.
Общая информация о точечной сварке
Контактная точечная сварка — один из самых популярных методов сварки. Он позволяет быстро и качественно соединить тонкие металлы. В этой статье мы расскажем, что такое точечная сварка, какова технология контактной точечной сварки и какие дефекты могут получиться, если выполнить сварку неправильно.

Общая информация
Точечная контактная сварка — это одна из разновидностей контактной сварки. Помимо точечной есть еще стыковая, шовная и прочие типы контактной сварки, но именно точечная получила наибольшее распространение, так что о ней и поговорим в этой статье. Точечная контактная сварка применяется во многих сферах: от строительства до авиастроения. Так, например, при конструировании современных лайнеров на корпусе располагаются миллионы точек, образующих прочный шов.

Принцип работы прост: с помощью электрического разряда металл нагревается в определенной точке до температуры своего плавления. Одновременно с этим две детали прижимаются друг к другу с определенной силой. Под действием температуры и механической нагрузки детали соединяются между собой. Образуется очень эстетичный и надежный шов.
Многоточечная сварка отличается от других видов контактной сварки некоторыми особенностями. Прежде всего, точечный метод позволяет существенно сократить время сварки (одна «точка» шва формируется за долю секунды), при этом в работе используют большие значения сварочного тока (более 1000 ампер), также устанавливают маленькое напряжение (не более 10 ватт), зона плавления небольшая (от нескольких мм до 1-2 сантиметров), используется значительная механическая нагрузка, которая может доходить до нескольких сотен килограмм.

В большинстве случаев точечная сварка применяется, когда нужно внахлест соединить тонкий листовой металл или стержневые материалы. Точечная сварка способна соединить металл толщиной от 1 миллиметра до 3 сантиметров, но такие показатели избыточны и на практике вам не придется сваривать детали толще 5-7 миллиметров. По этой причине точечная сварка отлично подходит для кузовных работ.
Достоинства и недостатки
Большая популярность точечной сварки своими руками обуславливается множеством достоинств. Для работы вам не нужны электроды, проволока, флюсы и так далее. А это экономит не только время, но и финансы. Также деформация металла незначительная и то лишь в местах «точек», аппаратом для точечной сварки очень удобно работать, с этой задачей справится даже новичок. Сам шов получается очень аккуратным, рабочий процесс дешевле аналогов, его можно легко автоматизировать. Именно многоточечная сварка способна выполнять огромный объем работы, формируя до нескольких сотен сварных «точек» в минуту.

Недостатки незначительные и их немного. Швы, выполненные методом точечной сварки, не обладают такой хорошей герметичность, как соединения, выполненные с помощью электродов, например. Также в зоне формирования «точки» может быть избыточное напряжение, за этим нужно следить.
Технология сварки
Технология контактной точечной сварки состоит из трех этапов, которые мы подробно опишем. Сначала детали подготавливают (об этом мы поговорим далее более подробно). Затем детали располагаются под жалом сварочного аппарата и подвергаются сжатию, в итоге поверхность металла деформируется, образуется небольшое углубление — точка. Затем подается электрический ток, металл нагревается, плавится и в «точке» образуется так называемое жидкое ядро. Постепенно ток проникает через все ядро, и оно увеличивается в размерах. «Точка» становится частью сварного шва. А благодаря предварительной деформации деталей металл не разбрызгивается при плавлении и шов получается аккуратным, его не нужно зачищать.

Затем подача тока приостанавливается, металл охлаждается и кристаллизируется. Жидкое ядро становится литым. Но есть нюанс: при охлаждении ядро может несколько уменьшиться в размере и образуется остаточное напряжение. Оно нежелательно, с ним можно бороться разными методами. Мы рекомендуем перед завершением процесса сварки прижать детали посильнее друг к другу, чтобы как следует их прокалить и сделать шов более однородным. В остальном точечная сварка своими руками очень проста и не требует от сварщика высокой квалификации.
Подготовка металла
Точечная сварка своими руками, как и любой другой метод сварки, требует предварительной подготовки металла. Для этого нужно зачистить места будущего шва от загрязнений, коррозии и окисной пленки (если имеется). Если этого не сделать, то мощность будет утеряна при сварке и увеличится степень износа сварочного аппарата. Чтобы зачистить металл используйте метод пескоструйной очистки, болгарку с металлической щеткой или наждачкой. Также можно деталь небольшого размера травить в специальном растворе.
Отдельно обратите внимание на подготовку алюминия и его сплавов. На поверхности этого металла есть толстая оксидная пленка, которая препятствует полного прогреву и провару детали. Так что тщательно удалите ее перед началом работ. Это особенно важно, если предстоит сварка особо важных конструкций.
Оборудование для сварки
Для точечной сварки своими рукамивам понадобится оборудование. Можно использовать аппарат, работающий на постоянном или переменном токе, аппарат конденсаторного типа или оборудование, работающее на низкой частоте. Все эти типы отличаются силовым электрическим контуром и формой сварочного тока. Также у каждого типа есть свои плюсы и минусы, не слушайте тех, кто говорит вам о превосходстве того или иного оборудования. Мы в своей практике используем аппарат, работающий на переменном токе, это самый распространенный вариант. Вы можете выбрать и другой тип оборудования.
Обратите внимание на современную сварку TIG LORCH, она очень технологична.
Возможные дефекты сварки
При должном опыте и наличии знаний в голове точечная контактная сварка не должна получиться плохой. Тем более, она не так сложна и ее основам можно довольно быстро обучиться. Но если были допущены ошибки или работу поручили неопытному мастеру, то возможны различные дефекты. При этом они образуются не в месте точек, а по основному металлу.

Дефекты могут быть различных типов. Зачастую литое ядро получается слишком большим или маленьким, или же оно смещается в сторону от центра стыка. Также расстояния между точками бывают слишком большими и шов получается не сплошным. Иногда во время работы новички могут неправильно настроить аппарат, что приводит к избыточной деформации металла.
Но самый опасный дефект — это не проваренное литое ядро или вовсе его отсутствие. Такая деталь, конечно, сможет выдержать небольшие нагрузки, но вскоре просто сломается в месте стыка. При этом дефект может обнаружиться при самых необычных условиях, например, при перепадах температур (деталь вынесли из теплого цеха зимой на улицу).
Если была допущена ошибка, но деталь не сломалась, то не думайте, что вам повезло. Скорее всего, в месте непровара или любого другого типа дефектов уже начала образовываться коррозия. Так что разрушение детали — это лишь дело времени.
Чтобы выполнить сварку правильно, придерживайтесь наших рекомендаций: точка должна располагаться посередине стыка, литое ядро не должно быть слишком большим или слишком маленьким, не должно быть пористым и не должно содержать шлаковых включений, нет трещин, нет слишком большого напряжения в зоне сварки. Не спешите, больше практикуйтесь. Только с опытом вы сможете понять все особенности точечной сварки.
Вместо заключения
Контактная сварка — очень удобная технология. Она не требует применения проволоки и флюса, также существует ручная и автоматическая контактная сварка, вы можете выбрать оборудование для своих потребностей и бюджета. На видео ниже самодельная точечная сварка для сварки авто. Чтобы ее сделать вам не нужны знания в электротехнике и схема точечной сварки, достаточно 15 минут свободного времени и ваш аппарат будет готов. Оставляйте комментарии, делитесь статьей в социальных сетях. Желаем удачи!





