Выбираем электроды для сварки инвертором — советы профессионалов
Для того чтобы электросварка с использованием инвертора дала желаемый результат, и полученный сварной шов обладал высокой надежностью и прочностью, необходимо правильно подбирать электроды для инверторной сварки. Запутаться в огромном разнообразии подобных изделий, представленных на современном рынке, очень просто.

Ошибки при выборе электродов для сварки негативно скажутся на результате работы
Различаются они материалом изготовления, своим типом, диаметром, составом покрытия, а также рядом других значимых характеристик. Какие электроды можно использовать для сварки инвертором, а также о том, как их правильно выбрать, мы и хотим поговорить в данной статье.
Критерии выбора электродов
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории — неплавящиеся — применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются сварочные электроды разных типов. Так, к примеру:
- для соединения изделий, выполненных из низкоуглеродистых и низколегированных марок сталей, выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла — ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки — ОЗЧ-2 (ГОСТ 9466-75).
Общий вид электродов МР-3
На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
- АНО. Сварочные электроды данной марки хорошо воспламеняются, их не надо дополнительно прокаливать. С ними одинаково успешно могут работать как начинающие сварщики, так и профессионалы.
- МР-3 — универсального типа, их можно использовать даже для соединения неочищенных поверхностей.
- МР-3С. Электроды данной марки следует выбрать, если к характеристикам шва предъявляются повышенные требования.
- УОНИ 13/55 используют для монтажа ответственных конструкций, требующих высокого качества исполнения сварного шва. Начинающему сварщику с ними работать будет сложно: их использование требует определенного опыта и высокой квалификации.
Электроды УОНИ 13/55
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Электроды марки АНО известного производителя ESAB
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
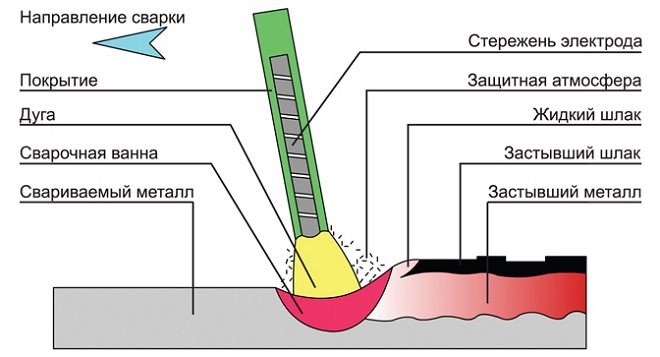
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.

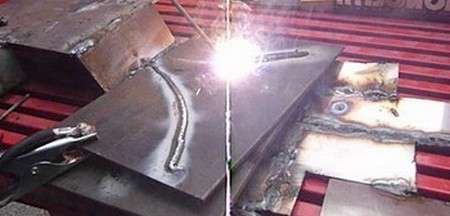
Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
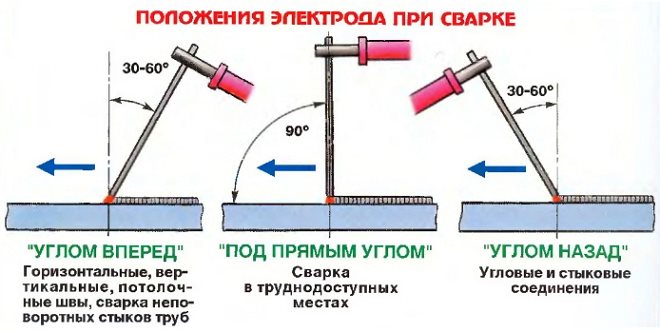
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Правильно выбирать диаметр электродов очень важно, так как при превышении этого параметра снижается плотность сварочного тока. Это приведет к тому, что сварочная дуга станет неустойчивой, ухудшится провар деталей, увеличится ширина сварного шва. Многие производители указывают на упаковке информацию о том, какие значения силы тока лучше всего использовать.

Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Электроды зарубежных производителей
На отечественном рынке большую популярность завоевали электроды торговой марки ESAB. Характерной особенностью электродов от шведского производителя является то, что их маркировка начинается с обозначения «ОК», за ним следуют 4 цифры. Среди большого разнообразия моделей электродов данной торговой марки наибольшее распространение получили следующие из них.
- ОК 46.00. По характеристикам они очень похожи на отечественные изделия МР-3. Ими с применением инвертора можно варить углеродистые, низколегированные стали, используя постоянный, а также переменный ток. При их использовании обеспечивается высокое качество получаемого соединения.
- ОК 48.00. Работать ими можно исключительно на постоянном токе, их используют для монтажа особо ответственных конструкций.
- ОК 53.70. Относятся к специализированному типу, с их помощью выполняют сварку корневых проходов, соединения стыков труб.
- ОК 61.30 и 63.20. Их используют для сварки инвертором деталей из нержавеющей стали, но перед их приобретением важно уточнить, подойдут ли они для работы с интересующей вас маркой металла.
- ОК 68.81. При помощи изделий данной марки выполняют сварку инвертором деталей из неопределенных марок сталей, а также из трудносвариваемых марок.
- ОК 96.20. Ими работают по чугуну, а также соединяют чугунные детали со стальными.
- ОК 92.60. Предназначены для сварки изделий из алюминия, его сплавов с использованием инвертора.
К слову сказать, в ассортименте электродов данной торговой марки есть и изделия, которыми можно выполнять сварку меди и ее сплавов.
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
При планировании сварочных работ всегда следует помнить, что правильно подобранные электроды позволят вам получить качественное соединение даже в том случае, если вы используете в работе недорогой инвертор.
Выбираем электроды для сварочного инвертора
Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. Рассказать обо всех невозможно, да, для начала, и не нужно. Просто коротко охарактеризуем основные типы и о том, какие электроды для инверторной сварки больше других подходят новичкам. Еще речь пойдет о том, какой диаметр брать и какой выставлять ток для сварки металла разной толщины.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.

Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь. Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.

Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.

Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР 3

МР-3 — это, пожалуй, самые популярные среди новичков сварочные электроды для инверторов
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР 3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР 3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР3. У вас все должно получится.
| Диаметр электрода ЛЭЗ МР-3, мм | Длина, мм | Рекомендуемый сварочный ток, А | Масса пачки, кг | Цена, руб |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
УОНИ 13/55 с основной обмазкой

Предпочитаемые профессионалами электроды для инвертора УОНИ 13/55 (чтобы увеличить размер картинки щелкните по ней мышкой)
Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| Диаметр электрода УОНИ 13/55 (производитель “Межгосметиз) | Длинна электрода, мм | Рекомендуемый сварочный ток, А | Розничная цена пачки, руб |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
АНО 21
Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. (О сварке тонких металлов читайте тут.) При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко. Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.

Попробуйте для работы на инверторе электроды АНО 21
Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
| Диаметр, мм | Нижнее положение электрода | Вертикальное положение электрода | Потолочное положение электрода |
|---|---|---|---|
| 2 | сила тока 50-90 А | сила тока 50-70 А | сила тока 70-90 А |
| 2,5 | сила тока 60-110 А | сила тока 60-90 А | сила тока 80100 А |
| 3 | сила тока 90-140 А | сила тока 80-100 А | сила тока 100-130 А |
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.

Электроды для сварки ОК 63.34
Для сварки вам еще понадобится маска. Чтобы проще было работать, берите сварочную маску-хамелеон.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.

Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.

Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Держатели для электродов
На одном из сварочных кабелей есть держатель (держак), в который вставляется сварочный электрод. Они есть двух типов:
- с клавишей-курком, в них зажимается электрод автоматически при отпускании подпружиненой клавиши, освобождается при нажатии на нее;
- резьбовые — рукоятка закручивается и раскручивается, освобождая или зажимая вставленный сердечник электрода.
Какой из них лучше? Решать вам, но случайно нажав на клавишу, можете уронить электрод во время сварки. Ничего страшного не происходит при этом, но неприятно…
При выборе электродного держака главное обращать внимание на силу тока, на которую он рассчитан. Выбираете по максимальному параметру, который доступен для вашего сварочного аппарата.
Как подключать кабель к держателю сварочного электрода с резьбовым зажимом показано в видео.
Недостатком держателя-прищепки является то, что со временам пружина, поджимающая сердечник электрода ослабляется, контакт ухудшается. Приходится ставить новый. Как это делать на держаке-прищепке смотрите в видео.
Подключить держатель электрода для сварки несложно. Только есть один нюанс: при частой работе сварочный кабель перетирается его краем. Можно, конечно, укоротить кабель и перезаделать его, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не происходило, найдите шланг, внутренний диаметр которого совпадает или чуть меньше, чем наружный диаметр сварного кабеля. Отрежьте небольшой его кусок — сантиметров 15 -и разрежьте вдоль. Теперь его можно надеть на кабель, подтянуть вверх и там закрепить.
6 лучших сварочных электродов
Сейчас в специализированных магазинах без труда можно найти множество разнообразных сварочных электродов. Они отличаются друг от друга не только характеристиками, но и надежностью. К сожалению, очень часто людьми приобретаются изделия, способные прослужить крайне непродолжительный срок. Наш сайт стремится не допустить такого. Хватить впустую тратить свои деньги! Купите качественный продукт, который будет верой и правдой служить долгое время. Быть может, вы слегка переплатите. Но в конечном счете вы поймёте, что на самом деле вам удалось сэкономить. Словом, выбирайте те сварочные электроды, которые упомянуты в нашей сегодняшней статье.

Сварочный электрод какой фирмы выбрать
Сейчас сварочные электроды научились производить в самых разных странах. Они создаются в Китае, России, США и во многих других государствах. К сожалению, практика показывает, что отечественные электроды в плане качества и других параметров проигрывают зарубежной продукции. И всё же прогресс заметен.
Если так пойдет и дальше, то через несколько лет уровень исполнения станет гораздо более высоким. Пока же мы наравне с электродами российских компаний порекомендуем и продукцию, распространяющуюся под зарубежными брендами — она показывает себя в работе зачастую с более положительной стороны.
Наиболее популярны в России сварочные электроды под следующими торговыми марками:
5. Lincoln Electric
Некоторые из этих компаний специализируются на производстве электродов и с рутиловым, и с основным покрытием. Другие же создают электроды строго одного типа.
Лучшие сварочные электроды с основным покрытием
УОНИ 13/55

Такой электрод следует использовать для сварки постоянным током. Он идеально подходит для применения в особо ответственных местах. Отмечено, что сварочная ванна будет надежно защищена от воздействия кислорода, за что следует поблагодарить углекислый газ, выделяющийся при горении обмазки. Один килограмм этого вещества обойдется в копейки. Но нужно учесть, что чаще всего электроды УОНИ 13/55 продаются в упаковках по 3 кг.
Присутствие здесь обмазки одновременно играет отрицательную роль. Дело в том, что изделие очень сложно разжечь. Некоторые начинающие сварщики тратят на этот процесс очень много времени. Также здесь затруднителен повторный розжиг. Расплав обмазки затвердевает и изолирует металл, в связи с чем необходима зачистка конца электрода. Но нельзя не отметить, что именно при помощи электрода с основным покрытием получаются наиболее прочные и эстетичные швы.
Достоинства:
- Появление в остывшем шве шлаковых язв полностью исключено;
- Шов получается эстетичным и очень прочным;
- Минимальная стоимость изделия;
- Широкая распространенность в специализированных магазинах.
Недостатки:
- Трудно разжечь;
- Повторный розжиг возможен только после зачистки конца электрода;
- Нужно время, чтобы привыкнуть к особенностям этого типа электродов.
Kobelco LB-52U

Это уже весьма дорогое вещество, производящееся на территории Японии. Сходящий с конвейера Kobe Steel, Ltd. электрод продается в нашей стране по завышенной стоимости за 1 кг. При этом одна упаковка обычно состоит из четырех-пяти килограммов вещества. Но зато это изделие великолепно справляется со сваркой низкоуглеродистых сталей, где отсутствует возможность двухсторонней проварки. В частности, именно такими электродами варятся трубопроводы. К прочности получаемого шва нет никаких претензий. Во многих случая прочность достигает 588 Н/мм2, а это невероятно высокий показатель.
Само собой, основное покрытие слегка усложняет использование электрода. Перед работой необходимо произвести прокалку при температуре около 300°C. Это удалит влагу, в результате чего горение значительно улучшится, а заодно повысится и качество шва. А ещё создатели рекомендуют варить при постоянном токе. Впрочем, переменный тоже можно использовать, но тогда результат работы будет чуть хуже.
Достоинства:
- Шов получается прочным и чистым;
- Идеально справляется со сваркой низкоуглеродистых сталей;
- Легкое создание шва в любых направлениях.
Недостатки:
- Цена понравится не всем;
- Необходима прокалка, так как изделие чувствительно к отсыреванию.

Эти электроды отечественного производства в первую очередь предназначены для сварки стали, имеющей высокое содержание никеля и хрома. То есть, именно такими электродами нужно варить нержавеющую сталь. Данный продукт накладывает одно ограничение. Он подходит только для сварочных аппаратов, использующих постоянный ток обратной полярности. Дуга должна быть короткой.
При соблюдении вышеуказанных условий сварщик будет получать прочный шов, не имеющий склонности к подкалке и коррозии. Словом, электроды ОЗЛ-8 идеально себя показывают при работе с высоконагруженными узлами, в том числе использующихся в условиях знакопеременных нагрузок.
К сожалению, после сварки на свет появляется некоторое количество шлака. Но он легко отделяется, много времени на это вы не потратите. При остывании шов не растрескивается, но резко охлаждать его не стоит — дабы не возникла кристаллизация, снижающая прочность. Как и другие электроды с основным покрытием, данные изделия требуют прокалки при высокой температуре. Это несколько затрудняет или, скорее, затягивает розжиг.
Достоинства:
- Легкое ведение шва;
- Идеально сваривает высоконагруженные узлы;
- При отрывании не растрескивается;
- Лучше всего подходит для работы с нержавеющей сталью.
Недостатки:
- Высокая стоимость;
- При увлажнении характеристики серьезно ухудшаются;
- Привычные для таких электродов ограничения по применению.
Лучшие сварочные электроды с рутиловым покрытием
Lincoln Electric Omnia 46

Наиболее уважаемой компанией на рынке сварочных аппаратов является Lincoln Electric. Это американское предприятие существует более ста лет. Первый электрод с обмазкой был выпущен ею ещё в 1927 году. С тех пор за плечами инженеров этой компании накоплен богатый опыт. Поэтому не стоит удивляться тому, что электроды Omnia 46, имеющие рутилово-целлюлозную обмазку, сразу после релиза заслужили уважение множества сварщиков и профильных изданий.
Несмотря на зарубежное происхождение, эти электроды стоят совсем недорого. В магазинах можно найти разные пачки, обычно они вмещают в себя от четырех до шести килограммов электродов. В любом случае вы потратите меньше тысячи рублей! Больше всего эту продукцию любят новички. Дело в том, что электроды Omnia 46 легко разгораются даже на дешевых сварочных аппаратах. Не сильно чувствительны они и к длине дуги, что тоже не может не радовать. Эксперты отмечают малое число искр, возникающих при работе. Это немаловажно, так как таким образом улучшается пожарная безопасность. Шлак после работы можно легко отделить, что позволяет осуществлять сварку загрязненной или ржавой стали. Нет у покупателей претензий и к прочности шва. Нередко такими электродами варят даже трубопроводы, хотя изначально для этого они не предназначались.
Достоинства:
- Шов получается очень прочным и стойким к нагрузкам;
- Не требует короткую дугу;
- Очень легкий розжиг на любом инверторе;
- С ведением дуги справится даже новичок;
- Вменяемая стоимость.
Недостатки:
- Электроды могут быстро отсыревать (тогда потребуется прокалка).
ESAB-SVEL OK 46.00

Эти электроды являются одновременно и российскими, и зарубежными. Объясняется это тем, что производятся они у нас, но строго под контролем шведской компании ESAB. Изделие продается по относительно невысокой цене. В этой ценовой категории данному продукту нет равных. Даже при частичном отсыревании электроды стабильно горят.
Розжиг занимает считанные секунды на любом сварочном инверторе. Работать с электродами можно как при постоянном, так и при переменном токе. Эксперты отмечают, что изделие работает в любом направлении шва, а минимальный порог тока для этих электродов — ниже, чем у конкурентов. Всё это позволяет использовать шведско-российское изделие для сварки тонкостенных деталей.
Основное преимущество электродов с рутиловым покрытием в том, что поверхность обрабатываемой стали не нужно зачищать. Продукт не боится ни загрязнений, ни коррозии. Весь шлак после работы можно легко устранить. Остывший шов получается прочным и вязким. Для прокалки сильно остывшего электрода достаточно разогреть сварочный аппарат всего до 80-90 градусов.
Достоинства:
- Можно работать с загрязненной и ржавой сталью;
- Ценник сложно назвать высоким;
- Возможна работа при минимальном токе;
- Очень легкий розжиг.
Недостатки:
- Не подходит для трубопроводов, так как прочность шва всё же не максимальная.
Ресанта МР-3

Возможно, что именно электроды Ресанта МР-3 являются в нашей стране наиболее распространенными. Бренд «Ресанта» неожиданно стал очень популярным, не в последнюю очередь из-за того, что к продукции под этой торговой маркой чаще всего нет особых претензий.
Вышеназванные электроды имеют средний ценник. Продукт получился удачным, его основной минус заключается в том, что при отсыревании работает он заметно хуже. Если вам нужен прочный шов, то для отсыревшего изделия потребуется прокалка. При температуре в 150-170 градусов этот процесс будет длиться около часа.
Как и прочие рутиловые электроды, Ресанта МР-3 можно разжечь едва ли не обычной спичкой. Также это изделие позволяет вести дугу в любом направлении. Не боится оно и ржавчины или загрязнений — шлак затем с легкостью устраняется. Особых дефектов у продукта нет.
Если многие конкуренты при работе со сталью с повышенным содержанием углерода грешат перекристаллизацией, то данное изделие совершенно нечувствительно к качеству свариваемой стали. И всё же покупать Ресанта МР-3 для сварки высокоуглеродистой стали не нужно — для этих целей существуют электроды с основным покрытием.
Достоинства:
- Оптимальный ценник;
- Нет склонности к образованию пор;
- Шлак легко отделяется;
- Минимальные требования к длине дуги;
- Легко разжигается;
- Возможно использование при переменном и постоянном токе.
Недостатки:
- При отсыревании качество шва заметно падает.
Какой сварочный электрод купить
1. Если вы раньше уже работали с электродами, имеющими основное покрытие, то можно приобрести УОНИ 13/55. Этот продукт и стоит недорого, и очень прочный шов обеспечивает. Также к его достоинствам можно отнести тот факт, что найти эти электроды можно в очень многих магазинах.
2. Kobelco LB-52U тоже имеет основное покрытие. В связи с этим розжиг здесь возможен только после прокалки, удаляющей всю влагу. Этот электрод нужно покупать в том случае, если сваривается трубопровод или какой-то другой серьезный объект, не допускающий двухстороннего сваривания.
3. Если у вас на носу сварка нержавеющей стали, то необходимо купить ОЗЛ-8. Это дорогое вещество, но зато оно идеально справляется со сваркой стали, содержащей в себе никель и хром. Недостатки у изделия типичны для электрода с основным покрытием.
4. Если вам нужны быстро разжигающиеся электроды, то стоит подумать о покупке Lincoln Electric Omnia 46. Также это изделие не сильно скажется на вашем бюджете. Электроды создают прочный шов, в противном случае они не попали бы в наш рейтинг.
5. Ещё один хороший экземпляр с рутиловым покрытием — это ESAB-SVEL OK 46.00. Этот электрод тоже не потребует серьезной прокалки, при этом он меньше остальных боится отсыревания. Для работы с таким электродом потребуется минимальный ток, что позволяет сваривать тонкостенную сталь.
6. Чуть хуже себя показывают электроды Ресанта МР-3. Если они отсыревают, то потребуется длительная прокалка при средней температуре. В противном случае шов получится не самым качественным.
Друзьям это тоже будет интересно
Хочешь получать актуальные рейтинги и советы по выбору? Подпишись на наш Telegram.
Какие электроды выбрать для инвертора

Как выбрать электроды для инвертора?
Также, электроды для сварки инвертором должны быть абсолютно сухими, в противном случае, сварочный процесс будет сильно затруднен. Ранее в строительном журнале уже рассказывалось о том, что делать, если залипают электроды. Читайте об этой проблеме в данной статье: https://samastroyka.ru/prilipaet-elektrod-pri-svarke-invertorom.html.
В сегодняшнем обзоре будут рассмотрены наиболее популярные типы электродов для сварки инвертором. Статья рассчитана, в первую очередь, для начинающих сварщиков, которые смогут ознакомиться с рейтингом электродов на сегодняшний день.
Какие выбрать электроды для инвертора
Выше было сказано, что электроды для ММА сварки (ручной дуговой сварки) отличаются по составу обмазки и материалам изготовления. Электроды для дуговой сварки могут быть плавящегося и неплавящегося типа. Электроды второго типа используются специально для сварки аргоном.
Материалы изготовления электродов, также играют немаловажную роль при выборе. Так, например, для сваривания чугуна и сталей применяются разные материалы изготовления электродов.

Ниже будут рассмотрены электроды, которые используются для сварки чугуна и стали, инвертором:
- Углеродные электроды для инвертора — используются в том случае, когда нужно варить изделия из низкоуглеродистой и низколегированной стали;
- Электроды АНО-21, ОЗС-4 и МР-3 — применяются для сваривания изделий из легированной стали;
- Электроды ОЗЧ-2 — специальный тип электродов для сварки чугуна.
Диаметр электродов для инвертора подбирается согласно толщине свариваемого металла. Чтобы варить тонкий металл, нужны электроды наименьшего диаметра. Для сварки металла толщиной более 6 мм, уже потребуются электроды намного большего диаметра.
Лучшие электроды для сварки инвертором
На сегодняшнее время в продаже можно найти большое разнообразие электродов.

И, как показывают рейтинги, наибольшей популярностью пользуются следующие марки электродов для сварки инвертором:
- Электроды АНО — хорошо воспламеняются, не залипают, поэтому они не нуждаются в предварительной прокалке. Электроды для инвертора этой марки идеально хороши, как для начинающих, так и для опытных сварщиков;
- Электроды МР-3С — обеспечивают надежное сварное соединение;
- Электроды МР-3 — являются универсальными, а их преимущество заключается в том, что они держат устойчивую дугу даже при наличии ржавчины на металле;
- Электроды УОНИ 13/55 — обеспечивают высочайшее качество сварочного шва и используются там, где к сварке металла предъявляются строгие требования.
Плюсы электродов АНО, УОНИ 13/55, МР-3С и МР-3
Рассмотренные в данной статье строительного журнала samastroyka.ru электроды для инвертора отличаются высоким качеством. Здесь и удобство в работе, поскольку электроды данных марок обеспечивают простую отделяемость от шлака, надежность сварного соединения и простота в работе.
Качество сварки инвертором зависит от многих нюансов и правильно подобранные электроды для этого, стоят чуть ли не на первом месте. Конечно же, никто не спорит о том, что опытный сварщик, проработавший полжизни со сварочным аппаратом, приварит любым электродом.
Однако для тех, кто только начинает варить, чтобы не разочароваться в своем начинании, нужно использовать только качественные расходные материалы для сварки. Не бойтесь экспериментировать и усовершенствовать сварочное дело, и тогда результат не заставит себя долго ждать.

Если есть какие-то вопросы, не стесняйтесь их задавать через форму комментариев на сайте или делитесь своими советы, какими электродами варите вы сами.
Какие электроды лучше – подсказки и рейтинг
 Каждый сварщик, будь он начинающим специалистом или опытным мастером, ответит на поставленный вопрос по-разному. Обусловлено это крайней субъективностью такого подхода. В данной статье мы попытаемся наиболее подробно раскрыть ответ на вопрос, проанализировав различные марки и виды электродов.
Каждый сварщик, будь он начинающим специалистом или опытным мастером, ответит на поставленный вопрос по-разному. Обусловлено это крайней субъективностью такого подхода. В данной статье мы попытаемся наиболее подробно раскрыть ответ на вопрос, проанализировав различные марки и виды электродов.
Какие электроды лучше
Прежде всего необходимо перечислить критерии, в соответствии с которыми происходит выбор электрических проводников:
- начинающим сварщикам рекомендуется применять в работе расходники с рутиловым покрытием, для опытных специалистов обмазка стержня не играет важной роли;
- электроды могут быть плавящиеся и неплавящиеся;
- необходимо определить конструкцию, изделие или оборудование какого типа предстоит сваривать;
- выбор также зависит от марки обрабатываемой сталей (см. назначения);
- толщина изделий;
- значительное влияние оказывает и тип работ: сложные и массивные конструкции сваривают электродами большого диаметра, сваривание профильных элементов осуществляется материалами диаметром до 2 мм.;
- род сварочного тока и полярность его подключения;
- и не последнюю роль играет качество сварочных электродов.

Не используйте материалы со сколотой обмазкой!
Для новичков
Чаще всего вопрос про то, какие лучше, какие хуже задают новички, поэтому начнем с того, какие хорошие электроды для новичков. Как уже было указано ранее, предпочтительным вариантом электродов для новичков являются стержни с рутиловым покрытием. Это обусловлено тем фактом, что данный тип проводников характеризуются легкостью использования. 
Наиболее популярные марки с рутиловым покрытием:
Для бытовой сварки
 Бытовая сварка характеризуется невысоким уровнем сложности, а также отсутствием особых требований к надежности и качеству сварного шва. При этом ожидается легкость в работе. Поэтому отдельно рассмотрим хорошие электроды для бытовой сварки.
Бытовая сварка характеризуется невысоким уровнем сложности, а также отсутствием особых требований к надежности и качеству сварного шва. При этом ожидается легкость в работе. Поэтому отдельно рассмотрим хорошие электроды для бытовой сварки.
К бытовому свариванию можно отнести работы по изготовлению мелких конструкций (например, сварка оградительных систем(заборов) , каркасов теплиц и другое), выполнение небольших работ в гараже или на стройке частного дома.
Электроды АНО (на картинке справа) чаще всего выбирают для проведения сварки в домашних условиях. Данная марка подходит для работы практически со всеми видами сварочных инверторов. Поэтому и получила большое распространение среди начинающих и домашних мастеров.
Проводники марки МР-3 отличаются универсальностью и неприхотливостью. Данные расходники позволяют сваривать даже влажные, ржавые и плохо очищенные поверхности.
УОНИ – электроды для прочного шва, обладают более капризным “характером”. Для сваривания данной марки необходимо иметь определенные навыки, но зато УОНИ могут применяться для сварки поверхностей любых сложностей.
[ads-pc-2][ads-mob-2]
Для сварки нержавейки

Сварочный электрод ЭА-400/10Т.
Теперь, какие электроды лучше для сварки нержавейки. Многие домашние мастера часто интересуются вопросом: можно ли варить нержавеющую сталь обычными электродами? Проводить соединение нержавейки таким типом расходников можно, однако это не совсем профессионально и сварочные швы в скором времени могут покрыться ржавчиной.
Перечень наиболее востребованных марок электродов для сварки нержавеющей стали:
Видео
Посмотрите небольшой ролик, где демонстрируется сварка нержавейки “черным” электродом, но как видно по оценкам видео и комментариям к ролику, такая сварка вызывает неоднозначную оценку у профессионалов и у любителей.
С полным списком можно ознакомиться в разделе “Электроды по нержавейке”.
Для сварки чугуна

Какие хорошие электроды для сварки чугуна можно было бы порекомендовать? Чугун является одним из самых популярных материалов, используемым в разнообразных сферах и областях. Существует несколько видов чугуна: ковкий, серый, высокопрочный и т.д.
Как правило, практически все, перечисленные ниже электроды подойдут для чугуна, но не любого вида (электрод должен соответствовать марке металла, но это уже тема отдельного разговора) :
Весь перечень электродов, предназначенных для сварки чугуна, представлены в разделе “Электроды для сварки и наплавки чугуна”.
Для труб
При выборе расходников для сваривания труб главным критерием служит толщина изделия. Чем более толстостенную трубу придется варить, тем больше должен быть диаметр электрода.

Существует четыре вида соединений, которые используются при сварке труб:
Тип соединения также влияет на выбор марки электрода.
Кроме этого, следует помнить, что классификация труб достаточно обширна, поэтому выбрать лучшие электроды для труб – это вопрос некорректно поставленный. Для работы с ответственными трубопроводами следует применять электроды, рассчитанные на сложные сварочные процессы. К расходникам для сваривания бытовых труб (например, водопровод) не предъявляются повышенные требования по прочности и надежности.
Востребованные марки сварочных материалов для сваривания труб:
Полный перечень представлен в разделе “Электроды для сварки труб”.
Следует отметить, что наибольшей популярностью у профессиональных сварщиков пользуются электроды LB-52U. Данная марка отлично подходит для сваривания ответственных резервуаров; газопроводов, внутри которых поддерживается высокое давление.

Любителям и начинающим сварщикам для бытовых целей рекомендуется приобретать марки с рутиловым покрытием: АНО-4, МР-3С, ОК 46.00 и другие.
[ads-pc-3][ads-mob-3]
Для инвертора
Опять-же, новички задают вопрос: “Какие сварочные электроды лучше для инвертора?”. На современном рынке материалов для сварки представлено великое множество электродов для инвертора.
Если же у сварщика возникает вопрос о подходящих для инвертора видах проводника, скорее всего это начинающий специалист. Соответственно, рекомендуется применять расходники с рутиловой обмазкой.
Самые лучшие электроды для сварки – прокаленные и сухие
Главной составляющей удобной и комфортной сварки, а также качественного результата являются сухие электроды, без повреждений. Прокалка и сушка чрезвычайно важны. Осуществление данных процедур поможет избежать многих проблем во время проведения сварочных работ: прилипание проводника, осыпание покрытия и т.д.
Какое нужно покрытие
 Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства.
Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства.
1. Кислое покрытие состоит в основном из железа, марганца, кремния и прочих химических элементов. Электроды с данным видом обмазки имеют в маркировке букву “А”. Преимущества расходников с кислым покрытием: высокая сопротивляемость появлению в сварном соединении воздушных каналов; возможность обработки ржавых изделий и деталей с окалиной. Основной недостаток – опасность появления горячих трещин на металле сварочного шва.
2. Электрические проводники с целлюлозным видом обмазки обозначаются буквой “Ц”. Особенность – высокое содержание органических веществ (массовая доля может достигать 50%): целлюлоза, органические смолы, ферроспалвы и т.д. При сгорании в дуге такого рода покрытия выделяют большое количество защитных газов и малое – шлака. Это гарантирует удобство сварочных работ в вертикальном положении. Недостатки: высокое содержание водорода при работе со сталью могут отрицательно сказываться на характеристиках наплавленного металла; значительно количество брызг.
3. Рутиловые электроды имеют в маркировке букву “Р”. Основой покрытия является рутил, а также некоторое содержание кремния и кислорода. Данный вид характеризуется спокойным расплавлением, небольшим количеством брызг, легким отделением шлака, шов имеет тонкий рисунок. Важная особенность – простота повторного зажигания дуги. Сварочные работы следует проводить в условиях нормальной влажности и после прокалки материалов, иначе качество соединения ухудшается и появляются признаки окисления.
4. Основное покрытие электродов обозначается буквой “Б”, состоит из карбонатов магния и кальция. Проводники с данным типом обмазки предназначены для работы на постоянном токе, а также для соединения ответственных конструкций и трубопроводов. Наплавленный металл обладает повышенным уровнем пластичности, не отличается склонностью к окислению. Главное достоинство – слабая насыщенность такого типа покрытия водородом позволяет исключить ухудшение характеристик стали и других металлов. Основной недостаток – образование большого количества шлака.
Популярные и самые хорошие отечественные электроды для сварки

В результате маркетинговых исследований рынка сварочных материалов, наиболее популярными брендами в последние годы являются:

Рейтинг экспертов выглядит следующим образом:
Лучшие и качественные импортные электроды

Эксперты и конечные потребители схожи во мнении о качественных и особо востребованных иностранных брендах сварочных электродах:
Рейтинги
Лучшие (популярные) марки электродов
Материалы по чугуну и нержавейки не включены, по причине своей специфичности.
Лучшие (популярные) производители электродов
Если вы видите, что в рейтингах не хватает заслуженной марки или производителя, напишите в комментариях, они будут добавлены в опрос.
Вывод
Каждый сварщик сам решает какую марку сварочных материалов использовать. Проанализировав всю представленную информацию и ознакомившись с данными рейтингов, вы несомненно сможете остановить свой выбор на необходимых электродах, подходящих для выполнения определенных работ. Успехов!
Как выбрать электрод для сварки. Инструкция для чайников
Это статья из серии экспресс-уроков Свар-EXPRESS.
Темы урока: какой диаметр электрода нужен под конкретную толщину металла; какой сварочный ток выставлять для каждого случая; что такое полярность сварки.
 |
Инженер-сварщик Евгений Евсин |
Выбор сварочного электрода, для начинающего сварщика может стать проблемой. Например, какой диаметр электрода нужен под конкретную толщину металла, или какой сварочный ток выставить для получения прочного шва?
Постараемся ответить на эти вопросы.
Для начала разберёмся, что такое электрод и для чего нужна обмазка. 
Электрод представляет собой металлический сердечник с особым покрытием, которое называется обмазкой. В процессе сварки сердечник плавится, а обмазка при сгорании создаёт газовую защиту шва от вредного воздействия кислорода. Так же в процессе сварки формируется защитный шлаковый слой сварочной ванны.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом. Так существуют специальные электроды для углеродистых, легированных, высоколегированных сталей, электроды для работы с нержавейкой, жаростойкими сталями, для работы с алюминием или чугуном. 
Существует огромное множество металлов и их сплавов, рассказывать о каждом мы не будем, а сосредоточимся на тех электродах, которые могут понадобиться в быту. В основном для домашних нужд используется конструкционная сталь небольшой толщины. Вот для неё мы и попробуем подобрать электроды. Но прежде несколько слов об обмазке электродов. Различают 4 типа покрытий: основной, рутиловый, кислый и целлюлозный. Каждый из них применяется для решения своих задач. 
Основное и целлюлозное покрытия используются для сварки исключительно на постоянном токе. Данные электроды можно использовать при монтаже ответственных конструкций, где требуется максимальная прочность наплавленного металла.
Рутиловые электроды подойдут для работы на постоянном или переменном токе. Они отличаются лёгким поджигом и малым разбрызгиванием металла. Электроды могут работать с аппаратами обладающими низким значением напряжения холостого хода.
При использовании электродов с кислым покрытием – можно добиться лёгкого отделения шлака, однако пользоваться подобными электродами в замкнутом пространстве не рекомендуется – они достаточно вредны для здоровья сварщика.
Ещё один момент – электроды с рутиловым и кислым покрытием рекомендуется использовать при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт. 
Наиболее широко распространены электроды с основным и рутиловым покрытием. Для новичка знакомства с ними будет вполне достаточно.
Самыми распространёнными электродами с основным покрытием являются УОНИ 13/55. Данные электроды предназначены для углеродистых и низколегированных сталей. Как сказано в описании данных электродов, они рекомендуются для сварки ответственных конструкций, швы, сваренные с помощью УОНИ 13/55 отличаются пластичностью и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 могут эксплуатироваться в условиях низких температур. 
К недостаткам данных электродов стоит отнести требовательность к чистоте кромок заготовок. Если кромки заготовок перед сваркой не обработать и на них попадёт масло, вода, или ржавчина, велика вероятность появления сварочных пор.
УОНИ 13/55 – предназначены для сварки только постоянным током на обратной полярности – о которой мы расскажем чуть позже.
Самым распространённым представителем рутиловых электродов можно назвать электроды марки МР-3. Они предназначены для работы с углеродистыми и низколегированными сталями. 
К сильным сторонам данных электродов стоит отнести возможность сварки как на постоянном, так и переменном токах, малое разбрызгивание металла, стабильность дуги во всех пространственных положениях.

Кроме двух самых распространённых марок электродов для работ с конструкционной сталью, новичкам можно рекомендовать электроды российского производства ОЗС-12 и АНО-4. А для сварки нержавейки электроды зарубежных производителей ОК 63.34, ОК 61.30 или отечественные электроды ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов для ручной дуговой сварки работает с постоянным током. На постоянном токе существует 2 варианта подключения полярности: прямая и обратная. 
Прямая полярность – вариант подключения при котором к быстросъёму «+» инвертора подключается масса, держак подключается к «-». Обратная полярность – масса подключается к «-»; «+» к держателю электрода.
При сварке на плюсовом контакте выделяется больше тепла, а значит на обратной полярности лучше сваривать массивные детали, а на прямой тонкий металл (до 2 мм) или высоколегированную сталь, чтобы избежать их перегрева.
Диаметр электрода подбирают, ориентируясь на толщину металла заготовок. Для сварки металлов толщиной до 1.5 мм сварка электродами применяется крайне редко, для таких толщин лучше использовать полуавтоматы или аргонодуговую сварку.
Примерное соотношение толщины заготовок и диаметров электродов вы можете узнать из таблицы:

Следующий важный момент – какой ток необходимо выставить для электрода конкретного диаметра. Данную информацию можно узнать на упаковке электродов, или посмотрев следующую таблицу: 
Так же начинающему сварщику, будет полезно знать, что сварочный ток можно подобрать из расчёта 20-30А на один миллиметр диаметра электрода. Т.е. для электрода диаметром 3мм, ток должен быть в приделах 80-110А, в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и однозначных настроек тока не существует – каждый сварщик видит процесс по-своему, и в зависимости от собственных ощущений выставляет необходимые параметры тока.
Чем выше сварщик выставляет параметры тока, тем более жидкой и менее «управляемой» получается ванна. Задача сварщика – настроить аппарат таким образом, чтобы работа была комфортной, а сварочная ванна достаточной для провара и управления краями ванны.
Перейти в каталог:


Смотрите данную статью в видео-ролике:





