
Двери

Порошковая покраска дверей – это технологический процесс, в результате которого происходит напыление микроскопических частиц сухого покрасочного материала, который имеет положительный электрический заряд. Заряд образуется посредством трения или от источника из внешней среды. Обрабатываемая деталь имеет отрицательный заряд, благодаря чему порошок оседает на ней. Далее поверхность нагревается, нанесенный порошок плавится и создается надежное покрытие в виде пленки. Данный метод нанесения красящего материала подходит для обработки поверхностей из металла.
Оглавление:
Достоинства порошкового покрытия
Сравнивая окраску порошком с классическим покрытием жидкой краской, выявляется масса преимуществ порошкового окрашивания:
- Экологическая чистота. Порошок изготавливается без применения токсичных и огнеопасных веществ.
- Экономичность. Расход порошка происходит умеренно, а не осевшие на поверхности частицы остаются для следующего окрашивания.

- Высокий показатель стойкости к химическим и физическим воздействиям.
- Равномерное распределение покрытия по поверхности.
- Отсутствие необходимости наносить грунтовочный слой.
- Идеальное покрытие образуется при обработке поверхности всего одним слоем краски.
- Общий процент потери сырья при обработке жидкой краской составляет 40%, при обработке поверхности порошком этот показатель равняется 4%.
- Общее время работы с порошком гораздо меньше, так как он полностью закрепляется уже через 1,5-2 часа.
- Хранение порошка для окраски производится без создания специфических условий.
- Окрашенные порошком изделия так же не требовательны к условиям эксплуатации и транспортировки.
- Произвести окраску поверхности порошком совершенно не сложно, для этого не требуется специальных навыков.
- Во время окрашивания порошком исключено отравление токсическими выделениями, так как их просто нет.
Недостатки порошкового покрытия
При всем богатстве списка достоинств, покраска дверей порошковой краской имеет и свои недостатки.
- Технология окрашивания требует создания температуры плавления порошка на уровне 150-220 градусов, что исключает возможность обрабатывать таким способом поверхности из пластика и дерева.

- Порошковое покрытие имеет более высокую стоимость, чем обычная жидкая краска.
- Оборудование для покраски имеет узкий круг назначения. Небольшая печь не обработает покрытия большой площади. А большая печь неэффективна при работе с маленькими деталями.
- Сложности в нанесении тонкого слоя краски.
- При низких температурах сложно проводить работы с порошком.
Выбор оборудования для выполнения работ
Перед началом работ готовят оборудование для проведения всего процесса. Самый важный прибор – специальная камера, в ней проводится основная часть всего процесса окрашивания. Технические характеристики прибора подбираются в соответствии с материалом и типом обрабатываемой детали.
Эта камера состоит собственно из самой камеры, в ней происходит напыление порошка, и печи для плавки. Если планируется покраска дверей металлических своими руками, то не обязательно приобретать все эти агрегаты. Для плавки покрытия так же подходит обыкновенный духовой шкаф.

Помимо камеры в процессе используется пистолет-пульверизатор с электрическим питанием. Такие модели имеют функцию включения сжатого воздуха. При отсутствии такого пистолета его заменяют компрессором, который оборудован работающим фильтром для высокого давления.
Выбор помещения для порошковой покраски дверей металлических также очень важен. Оно должно хорошо освещаться, желательно лампами дневного света. Они подходят потому, что во время выполнения работ порошок не налипнет на раскаленную поверхность обыкновенной лампы. В бытовых условиях оптимальным помещением для проведения таких работ является гараж. Обязательно должна быть оборудована хорошая система вентиляции.
Еще один важный элемент – устройство для сбора остатков порошка. Оно помогает экономить материал, снижая его расход до минимума. Для этой цели хорошо подходит рекуператор, но также приспосабливают обыкновенный пылесос. Но во время работ с применением пылесоса необходимо следить, чтобы его фильтры не забивались, оптимально подойдут модели с твердым фильтром. Перед началом выполнения работ проверяют состояние электрической сети, она должна выдерживать большие нагрузки и иметь хорошее заземление.
Во время окраски деталей большого размера используют транспортную систему специального назначения. Она обеспечивает легкое передвижение деталей во время проведения всего процесса. В промышленных масштабах такая система работает по принципу конвейера, который ускоряет и оптимизирует процесс. Транспортная система для окраски представляет собой телеги или передвигающиеся на рельсах механизмы.
Подготовка поверхности к покраске
При обработке деталей окрашивающим порошком часто не обращают внимания на предварительную подготовку детали. Но, как и при выполнении любых других отделочных или ремонтных работ, подготовка оказывает большое влияние на качество выполняемых далее работ. Это же касается и обработки такой детали, как двери входные металлические. Порошковая покраска требовательна к чистоте рабочей поверхности. Необходимо удалить все имеющиеся на ней пятна, обезжирить дверь и фосфатировать. Данная мера не является необходимой, но поможет увеличить стойкость металла к коррозии и улучшить адгезию.

Очищается материал с помощью химических веществ или же механическим методом. Механический метод представляет собой зачистку двери щеткой из стали или диском для шлифовки. Применимо очищение поверхности чистым куском хлопкового материала, пропитанного растворителем. В обработке химией применяют щелочные, кислотные или нейтральные вещества. Какое вещество оптимально использовать, зависит от вида загрязнений, разновидности очищаемого материала и общего его размера.
Фосфатирование – это нанесение на поверхность конверсионного подслоя. Оно необходимо для исключения вероятности попадания под слой покрытия жидких и твердых молекул, которые разрушают напыление и приводят к отслоению его от основы. Также данная процедура улучшает сцепку окрашивающего порошка с металлом.
Если имеются следы ржавчины, окалина, окисная пленка, то их удаляют абразивным или химическим методом. Абразивный метод также представляет собой очистку поверхности при помощи мелких крупинок – песок, дробь. Применимы и более крупные частицы, такие как гранулы из стали, чугуна, скорлупа ореха и тому подобные материалы. Частицы подаются на пораженный участок под воздействием центробежной силы или потока сжатого воздуха. С силой ударяясь о металл, они сбивают и уносят наиболее уязвимые его места, то есть участки с загрязнением, при этом непораженный материал остается нетронутым.
Очистка химией или травление – удаление пораженных участков растворами с таким основным компонентом, как азотная, соляная, серная или фосфорная кислота. Такие растворы имеют в своем составе вещества ингибиторы, замедляющие разрушение чистых участков. Недостаток такого способа в необходимости тщательно удалять остатки раствора с материала. Для этого используются специальные смывочные средства, приобретение которых увеличивает общую стоимость работ.
Последний этап подготовки – пассивирование. Данная процедура представляет собой обработку поверхности соединением нитрата хрома и натрия. Данный процесс необходим для предотвращения появления коррозии на всех этапах обработки. После нанесения раствора деталь оставляют просохнуть, после чего она считается готовой для нанесения порошковой краски.
Технология нанесения порошкового покрытия
Завершив подготовительные процессы, начинают непосредственно покраска дверей металлических. Профессионально эта процедура проводится в специальной камере, главная функция ее – улавливать не осевшие песчинки порошка. Такой агрегат оборудован системой фильтров, виброситом, бункером и системой отсоса. Сам способ покрытия порошком представляет собой электростатическое напыление – заряженные частицы наносятся на заземленный элемент. В качестве инструмента нанесения порошка выступает пистолет распылитель.

Покраска металлических дверей самостоятельно проводится с некоторыми модификациями инструментов под данный процесс. Выполняя данную работу в домашних условиях, без использования камеры, деталь просто подвешивают на крючок и соединяют с минусом от БП. Чтобы создать необходимое напряжение понадобится генератор и умножитель. Провода для монтажа выбирают соответствующие напряжению в 25 кВ.
Пистолет для выполнения работ совмещают с заряжающим порошок устройством. В домашних условиях для этой цели используют обыкновенную бутылку из пластика. Воздух для выполнения работ должен быть сжатым и сухим. На выбранную бутылку одевается металлическая крышка, материал должен быть хорошим проводником тока. В крышке делается много мелких отверстий, на нее будет подаваться напряжение. Далее работает все очень просто – при нажатии на пластиковые бока бутылки создается перепад давления, который выталкивает порошок через отверстия крышки, проходя через которые порошок получает необходимый заряд.
Такое устройство имеет множество возможностей для модернизации, также описанную выше идею используют для оборудования обычного распылителя для порошковой покраски дверей металлических. Видео ниже демонстрирует как раз такой самодельный прибор. Чтобы измерить подаваемое на крышку напряжение, ее подносят к детали, если искра проскакивает на расстоянии 2,5-3 см, то напряжение соответствует необходимым параметрам. Что касается камеры, то ее в домашних условиях заменяют обыкновенные газеты, полиэтиленовая пленка, пылесос или рекуператор.
Запекание нанесенного порошкового покрытия
Главный этап в процессе нанесения окрашивающего порошка заключаются не в подготовительных процессах и не в покрытии поверхности самим порошком. Самый важный и ответственный этап – формирование покрытия. Во время формирования покрытие оплавляется, твердеет и затем охлаждается. Проходит все это в специальной печи или камере. В промышленности используются различные типы этих устройств, которые разнятся в зависимости от их назначения. В бытовых масштабах данный агрегат заменяется обыкновенным сушильным шкафом с электронными составляющими.
Шкафы для формирования поверхности при порошковом окрашивании оборудованы системой контроля температуры внутри устройства. Также в них предусмотрена возможность настроить автоматическое отключение оборудования по окончании запекания. Питается такое оборудование электрическим током, мазутом или газом. Печи по своей конструкции делятся на горизонтальные, вертикальные, тупиковые однопроходные и многопроходные.

Технологический процесс запекания окрашенной детали проходит при температуре 150-220оС. По времени он занимает порядка 15-30 минут. В результате прохождения такой обработки на поверхности образуется пленка, то есть порошок полимеризуется. Камера должна держать температуру на одном и том же уровне, иначе изделие не прогреется равномерно и качество окрашивания не удовлетворит требования. Режим запекания подбирают в соответствии с размером изделия, типом краски и разновидностью самой печи. Охлаждают изделие природным путем, помещая его на открытый воздух. Когда температура изделия понизилась до необходимого уровня, оно считается полностью готовым.
В домашних условиях для сушки обработанной порошковой краской детали приспосабливают обычный жарочный шкаф. Температура в таком устройстве должна доходить до 200оС, а время обработки увеличивается до 40-60 минут. Шкаф тщательно утепляют изнутри асбестом или минеральной ватой. В качестве нагревательного элемента в самодельной печи используют тэны. Чтобы прогрев детали проходил равномерно, печь оборудуют устройством конвекции воздуха.
Как производится порошковая покраска дверей
Все мы видели современные металлические двери, которые разнятся своими свойствами и дизайном. В производстве большинства из них используется метод окраски специальным порошком. Давайте разберемся более подробно, что же такое порошковая окраска дверей, в чем ее особенности и каков процесс производства. Также взглянем на некоторые фото и видео материалы.
Производство
Покраска дверей порошком – это процесс, при котором порошковая краска для дверей наносится тончайшим слоем. Процесс заключается в заряженности частиц порошка и материала. Поверхность имеет отрицательный электрический заряд, а порошок — положительный. В итоге краска отлично оседает на поверхности, образуя равномерный слой. Далее, как правило, двери с нанесенным покрытием «запекаются» в специальной камере. Это придает покрытию устойчивость и дает массу преимуществ, а именно:
- Экологическая чистота покрытия. В порошке не присутствуют опасные химические элементы.
- Экономичный расход. В процессе окрашивания порошок наносится достаточно умеренно, при этом не осевшие частицы остаются на следующую покраску.
- Химическая инертность. Порошковая краска, после высыхания, не вступает в реакцию ни с частицами металла, ни с другими веществами извне.
- Равномерное нанесение. В промышленных условиях окрашивание – настолько виртуозно проходящий процесс, что в итоге получается поверхность с равномерным слоем, за исключением моментов, когда необходимо придать тот или иной эффект. При этом идеальное покрытие получается уже при первом слое нанесения.
- Минимальные потери. Когда поверхность обрабатывается жидкой краской, потери материала в момент окрашивания составляют до 40-ка процентов. В использовании порошковой краски потери равны 4-м процентам.
- Экономия времени. Время работы с порошком гораздо короче в сравнении с жидкой краской. Самым интересным является то, что слой закрепляется уже через 2 часа.
- Неприхотливые условия хранения. Порошок для окрашивания абсолютно не требует специального хранения, благодаря чему экономятся средства.
- Простота. При правильном обращении с порошком покраску можно выполнить даже своими руками, не имея специальных навыков. В помощь этому предоставляются фото и тематическое видео.

Однако при стольких преимуществах есть несколько особенностей, которые, например, затрудняют окрашивание своими руками. Например, наличие специальной камеры. Дело в том, что температура плавления порошка — не менее 180-190 градусов. Это, кстати, исключает возможность обработки поверхностей из пластика или другого полимерного материала. Еще одним существенным недостатком, который, однако, не влияет на высокое качество, но влияет на стоимость изделия с порошковой покраской, является дорогостоящее оборудование. Именно это в большинстве случаев и затрудняет сделать порошковую покраску двери своими руками.
Есть небольшие сложности в нанесении тонкого слоя. Одним словом, для профессионального и качественного нанесения порошковой краски должны быть соответствующие условия и оборудование.
Что необходимо
Итак, если все-таки на решение сделать порошковую окраску своими руками не пугает немалое вложение в оборудование, вполне можно рассказать о том, что нужно для окрашивания порошком.
- Место. Выбор места важен потому, что, во-первых, там будет установлено еще оборудование, а, во-вторых, будет проходить процесс. Поэтому главными условиями для данной операции будут: хорошая вентиляция и простор. Если в промышленных масштабах используются крупные заводские помещения, то для личного пользования вполне подойдет и гараж. Очень важно освещение: оно должно состоять из ламп дневного света, так как при обычных лампах накаливания порошок может прилипать к ним, что будет значительно увеличивать его расход.
- Инвентарь. Вот и добрались до самого интересного. Не стоит думать, что порошковая окраска может делаться сама собой, как из баллончика. Все гораздо серьезнее. Обязательно необходима специальная камера с печью. Именно в ней происходит основной процесс окрашивания, после чего в печи порошок спекается с поверхностью. Еще одним важным инструментом будет аппарат для сбора порошка. Дело в том, что, минимизировав расход порошка, есть шансы удешевить готовую деталь. Важно! Очень серьезным является личная экипировка. Несмотря на то, что порошок нетоксичный, его частицы очень маленькие и хорошо проникают в верхние дыхательные пути и оседают на слизистых. Поэтому работать с порошком нужно в перчатках, защитных очках и, конечно, в респираторе. Пренебрегать этим очень опасно!
- Конвейер, а именно — транспортная лента или система. В случае, когда планируется серийная покраска, естественно, нужно позаботиться о перемещении двери от этапа к этапу. Поэтому, конечно, желательно установить транспортную систему для управления местонахождением дверей.

Если оборудовать обычный гараж всем необходимым, вполне можно наладить выпуск металлических дверей. Именно поэтому на рынке богат не только спрос, но и предложение по металлическим дверям.
И под конец остается только добавить, что, решив заняться порошковой покраской дверей, нужно быть готовым понести определенные расходы. Но большая популярность металлических дверей с порошковой окраской даст толчок быстрой окупаемости проекта.
Как производится порошковая покраска дверей
Сегодня порошковая покраска дверей признана специалистами наиболее долговечным и эффективным способом защиты конструкции от коррозии, царапин, стирания внешнего покрытия. Технология выполнения подобной отделки заключается в напылении на поверхность металла микроскопических частиц краски, обладающих положительным зарядом частиц. Изделие, на которое наносится покрытие, имеет отрицательный заряд, что обеспечивает притягивание порошка к поверхности. В дальнейшем металлическая деталь нагревается, из-за чего материал плавится и создаёт на поверхности надёжную цельную плёнку.

Преимущества использования порошкового покрытия
- Экономичность технологии. Расход порошка полностью определяется площадью конструкции. При этом все частицы, которые не попали на поверхность, могут быть использованы для дальнейшей работы.
- Экологичность покрытия. В технологии выполнения не используются огнеопасные или токсичные вещества.
- Нет необходимости в предварительном грунтовании.
- Гарантированно равномерное покрытие.
- Стойкость окрашенной поверхности к химическим и механическим воздействиям.
- Нанесение краски выполняется в один слой.
- Порошковая краска полностью закрепляется на поверхности уже через 1,5-2 ч, так как в составе нет растворителей или очистителей, которые требовали бы времени на своё испарение. На отвердевание отводится около 30 минут.
- Эксплуатационные свойства краски позволяют соблюдать меньше мер предосторожности при транспортировке и использовании окрашенной конструкции.
- Стабильно высокое качество окрашивания при использовании автоматизированного технологического оборудования.

Металлические двери с порошковым покрытием
Ввиду того, что в ходе технологического процесса процесс спекания частиц краски выполняется под действием высокой температуры, использование порошковой окраски возможно только в отношении металлических дверей. Такие конструкции предпочитают устанавливать в квартирах, частных домах, офисах, магазинах.
Порошковая краска даёт огромные возможности в плане декоративности полученного результата. В этой ситуации отличные технические характеристики в точности соответствуют эксплуатационным требованиям и нормам, антивандальность в этом случае обеспечивается надёжным сцеплением краски с поверхностью металла, механической прочностью, стойкостью к износу. Именно такие двери рекомендуется выбирать, когда планируется установка металлической двери в помещениях с повышенной влажностью или присутствием агрессивных внешних сред, перепадом температур, прямым воздействием ультрафиолета.
Методы нанесения покрытия
В современной промышленности используются несколько методов нанесения порошковой краски на металл:
- электростатическое распыление частиц с применением воздуха;
- при помощи факела;
- с использованием воздушного потока;
- электростатическое распыление.


Последний из перечисленных методов используется чаще всего. При этом качественно подготовленная базовая поверхность – залог успешно выполненной работы и высокого качества наложенного покрытия.
Как происходит порошковая покраска дверей

Весь технологический процесс можно условно разделить на несколько этапов.
- Подготовка. С поверхности металла должны быть удалены все загрязнения, налёт, ржавчина. В том случае если дверь новая, на ней практически всегда имеется заводская смазка, которая также должна быть удалена перед окрашиванием.
- Фосфатирование. Процедура заключается в помещении конструкции в специальную ванну, наполненную фосфатом цинка и железа, что необходимо для того чтобы порошок краски хорошо прилипал к поверхности и не было никаких посторонних включений, которые при этом мешали бы частицам.
- Покраска. В специализированной камере дверь окрашивается из пульверизатора, любого другого распыляющего оборудования. При этом краска получает необходимый заряд за счёт особой конструкции используемого при этом оборудования и самому процессу.
- Сбор неиспользованной краски. Весь покрасочный материал, который не был использован при окраске двери, внизу камеры собирается специальными фильтрами, чтобы использоваться повторно. В итоге процент технологических потерь при выполнении окраски любых конструкций с применением порошковых материалов составляет не более 4 % (в то время как с использованием жидких красок процент потерь ровно в 10 раз больше).

- Оплавление и полимеризация. Формирование покрытия на поверхности двери выполняется путём помещения конструкции в специальную печь на 15-30 минут, в которой выдерживается температура 200 ˚С. При этом краска оплавляется, полимеризуется, образует плёнку.
- Остывание конструкции.
- Выполняется очистка, проверка готового покрытия.
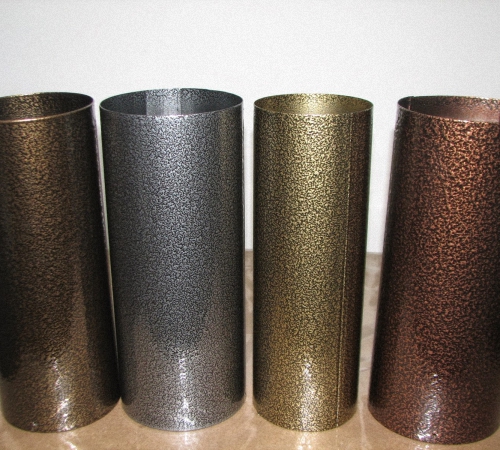
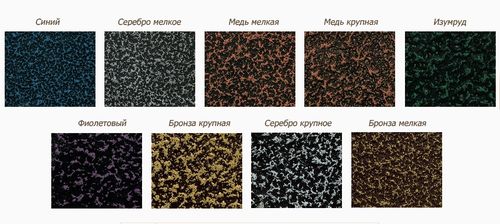
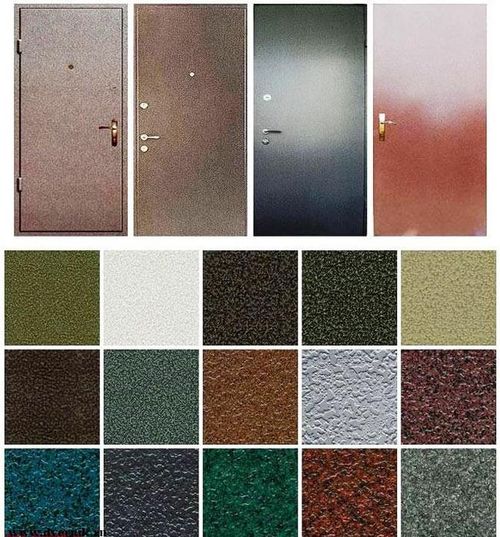
Варианты покрытий
При выполнении отделки дверей одним из важных преимуществ использования технологии является возможность выбора цвета будущей поверхности двери из широкой палитры цветов. Также в зависимости от особенностей нанесения материала может отличаться и фактура краски. Возможности наших специалистов позволяют получить конструкцию с несколькими вариантами фактур (это может быть шагрень или практически зеркальный глянец).

Наиболее часто применяемым вариантом покрытия является шагрень, которая способна легко скрыть любые мелкие царапины, изъяны на поверхности, создать элегантный внешний вид конструкции. В современном каталоге RAL насчитывается более 200 оттенков, которые могут быть использованы в порошковой покраске двери.
Попытки нанесения такого покрытия в кустарных условиях никогда не гарантируют наличие необходимого для выполнения поставленной задачи оборудования, соблюдения технологического процесса. Как правило, в этом случае и гарантия на работы не даётся, поэтому стоит ориентироваться в выборе в первую очередь на крупные компании-производители, предоставляющие на свою продукцию все необходимые документы и сертификаты качества.
Порошковая покраска дверей
Качественно выполненная порошковая покраска дверей позволяет придать изделию любой оттенок из палитры RAL, чтобы он гармонично сочетался с цветовым решением других предметов интерьера или наружного пространства дома. Для того чтобы восстановить привычный цвет изделия или придать ему другой, контрастный оттенок, рекомендуем заказать у компании «Triokras» услуги окраски поверхностей методом напыления.
Способ электростатического распыления цветного пигмента и другие технологии обеспечивают надежную адгезию красящего вещества с любым материалом: дерево, металл, пластик. Частицы красящего вещества соединяются с молекулами дверной поверхности, образуя надежное, долговечное покрытие. После обработки полотно приобретает привлекательный внешний вид и другие положительные свойства:
- покрытие имеет одинаковую толщину по всей площади, защищает изделие от влаги, ультрафиолета, резкой смены температуры, действий вандалов;
- с течением времени глубина и яркость красящего пигмента не тускнеет и не изменяется, исключая необходимость повторного окрашивания;
- нами установлена демократичная цена окраски металлических дверей порошковой краской с гарантией качества покрытия от 3-х лет;
- при работе с деревянным дверным полотном также окрашиваются наличники, позволяя получить однородный по цвету комплект;
- обработанная поверхность выдерживает механические нагрузки, не боится сколов, царапин, других возможных дефектов.
Мы красим любые детали дешевле конкурентов


Профиль/трубы
от 22руб/п.метр
35руб/п. метр
Профнастил/ оцинков. листы
от 90руб/кв.метр
150руб/кв. метр


Заборы/ ограды
от 130руб/кв.метр
190руб/кв. метр
Металлические шкафы
от 120руб/кв.метр
160руб/кв. метр


Фасадные панели
от 110руб/кв.метр
150руб/кв. метр
Металлочерепица
от 120руб/кв.метр
150руб/кв. метр


Торговое оборудование
от 110руб/кв.метр
130руб/кв. метр
Тренажеры
от 150руб/п. метр
210руб/п. метр


Колесные диски
от 1000руб/шт.
1500руб/шт.
Фурнитура/метизы
от 2руб/шт.
10руб/шт.

ПЕСКОСТРУЙНАЯ ОБРАБОТКА МЕТАЛЛА
Это услуга которую Вы можете у нас заказать. Данная операция производится для очистки изделий от старой краски и других налетов. Благодаря пескоструйной обработке на поверхности изделия образовывается шероховатость, которая позволяет существенно увеличить адгезию порошка к поверхности металла. Таким образом пескоструйная обработка прямым образом влияет на долговечность покрашенных порошковой краской деталей. ВНИМАНИЕ максимальный размер детали для пескоструйной обработки:
1500х1000х800 мм
Внимание, наша компания не занимается ремонтом и восстановлением дисков!
* Стоимость пескоструйной обработки от 300 до 1000 рублей за один диск
Почему порошковая покраска лучше обычной краски
| Порошковая покраска | Покраска обычной краской | |
| Ударопрочность | V | X |
| Экологичность | V | X |
| Время покраски | 2-3 часа | 5-12 часов |
| Нанесение декоративного покрытия | V | X |
| Низкая стоимость | V | X |
| Долговечность покрытия | 10-30 лет | 1-5 лет |
Почему порошковая покраска лучше обычной краски
| Порошковая покраска | Покраска обычной краской | |
| Ударопрочность | V | X |
| Экологичность | V | X |
| Время покраски | 2-3 часа | 5-12 часов |
| Нанесение декоративного покрытия | V | X |
| Низкая стоимость | V | X |
| Долговечность покрытия | 10-30 лет | 1-5 лет |
Порошковые покрытия дополнительно защищают металл от коррозии и химических воздействий. Благодаря сухому напылению полимеров на обрабатываемую поверхность, исключается образование потеков и других дефектов, как при работе с обычными красками. Среди перечня наших услуг имеется так же порошковая окраска труб, которая используется для защиты коммуникаций от внешнего влияния и придания им привлекательного вида.
Если вы хотите обновить цвет входной двери или придать ей новый оттенок, стоит заказать профессиональную порошковую окраску изделия, позвонив нам по телефонам: +7 (495) 997-60-96, +7 (985) 997-60-96 или оставив заявку онлайн – на сайте.
Наши работы можно посмотреть здесь :


Здесь вы можете оставить свой отзыв
Палитра RAL – цвета которые вы можете выбрать для покраски

Технология порошковой покраски
Первый этап. Подготовка поверхности к покраске
На данном этапе производится обработка поверхности в зависимости от ее состояния разными способами. Абразивная очистка используется в случаях, когда необходимо удаление старого покрытия или ржавчины. Выполняется при помощи мелких частиц (дроби, песка), чугунных или стальных гранул, которые с большой скоростью подаются на поверхность посредством сжатого воздуха или центробежной силы. Эти частицы откалывают кусочки металла с окалиной, ржавчиной или другими загрязнениями, что значительно повышает адгезию покрытия. Иначе этот процесс еще называют пескоструйкой. Следующий возможный способ обработки это травление это удаление окислов, ржавчины и других загрязнений с помощью растворов на основе соляной, серной, азотной, фосфорной кислот. В них содержатся ингибиторы, замедляющие растворение очищенной поверхности. Преимущества химической очистки перед абразивной – это большая производительность и простота применения. Но после неё нужно промывать очищенную поверхность от растворов, а это, в свою очередь, вызывает необходимость дополнительного использования очистителей. Также на этапе подготовки проводится нанесение специального грунта или же проводится фосфатирование, в зависимости от материала и качества самой поверхности детали.
Второй этап. Нанесение порошкового покрытия на изделия
Нанесение порошка производится разными способами, в зависимости от типа изделия. Электростатическое распыление – наиболее популярный на сегодняшний день метод порошковой покраски. Для всех прикладных методов, подготовка поверхности (то есть, очистка и конверсионное покрытие) должна создавать хорошую основу для нанесения покрытия. Существуют некоторые особенности четырех различных методов порошкового покрытия:
В процессе электростатического распыления сухие порошковые частицы краски приобретают электрический заряд, в то время как окрашиваемая поверхность электрически нейтральна. Заряженный порошок и нейтральная рабочая область создают электростатическое поле, которое притягивает сухие частицы краски к поверхности. Попадая на окрашиваемую поверхность, порошковое покрытие сохраняет свой заряд, который удерживает порошок на поверхности. Окрашенная таким образом поверхность помещается в специальную печь, где частицы краски тают и впитываются поверхностью, постепенно теряя свой заряд.
Второй метод нанесения порошковой краски предусматривает, что порошковые частицы краски удерживаются во взвешенном состоянии с помощью потока воздуха. Вступая в контакт с предварительно разогретой окрашиваемой поверхностью, эти частички тают и прочно удерживаются на ее поверхности. Толщина порошкового покрытия зависит от температуры, степени нагрева поверхности, а также от длительности контакта с порошковыми частицами. При нанесении покрытий из термопластика последующее нагревание в большинстве обычно не требуется. Однако для полного затвердевания порошкового покрытия в некоторых случаях необходимо дополнительное нагревание.
Электростатический способ нанесения порошковой краски с помощью воздушного потока во многом схож с предыдущим, однако в этом случае поток воздуха, удерживающий частицы краски, электрически заряжен. Ионизированные молекулы воздуха заряжают частицы краски при движении наверх в специальной печи, куда помещают окрашиваемую поверхность, и формируют облако заряженных частиц. Окрашиваемая поверхность, обладающая нейтральным зарядом, покрывается слоем заряженных частиц. В этом случае предварительного нагревания окрашиваемой поверхности не требуется. Эта технология подходит для окрашивания небольших и простых по форме объектов.
Метод окрашивания с помощью пламени появился сравнительно недавно и применялся, в основном, для порошковых покрытий из термопластика. Термопластический полимерный порошок плавится под воздействием сжатого воздуха и попадает в специальный пистолет, где проходит через горящий пропан. Расплавленные частицы краски наносятся на окрашиваемую поверхность, формируя прочный слой. Поскольку этот способ не требует прямого нагревания, он подходит для большинства материалов. С помощью данной технологии можно окрашивать поверхности из металла, древесины, каучука и камня. Нанесение краски с помощью пламени также подходит для больших или закрепленных объектов.
Третий этап. Полимеризация в специальной камере
Процесс полимеризации требует внимания со стороны оператора, так как при не соблюдении технологии данного этапа покрытие может не соответствовать заявленным требованиям. Поэтому печи полимеризации оборудуются блоком автоматики, который полностью отслеживает процесс и исключает человеческий фактор.
Порошковая окраска металлических изделий-технология выполнения
Современные технологии окрашивания металлических изделий порошковыми красками стремительно развиваются. Использование жидких лакокрасочных материалов в производственных условиях постепенно уходит на второй план. Большинство производителей металлоизделий делает выбор в пользу порошковых красок, так как они обеспечивают качественное и долговечное декоративно-защитное покрытие.
Что такое порошковые краски
Этот высокотехнологичный красящий материал обладает уникальными свойствами, которых нет у жидких красок. Они состоят из красящих пигментов, пленкообразующих смол и катализаторов, обеспечивающих отвердение материала. В их составе отсутствует растворитель, а в функции дисперсионной среды выполняет воздух. Это делает порошковые краски менее токсичными и более дешевыми в производстве.
Что окрашивают сухими красками
Метод порошкового окрашивания подходит не для всех поверхностей. Его используют, когда необходима дополнительная защита от коррозии, долговечность и прочность. В некоторых случаях порошковая краска способна обеспечить электроизоляцию.
Порошковое окрашивание применяют в основном в промышленном производстве для:
- кованых изделий, алюминиевых профилей и оцинкованного металла;
- лабораторного и медицинского инвентаря;
- мебели;
- бытовой техники;
- спортивного инвентаря.
Преимущества порошкового окрашивания
- Минимальное количество отходов. Окрашивание на качественном оборудовании дает эффективность до 98%.
В лучшую сторону изменяются санитарно-гигиенические условия туда. Это экологически чистая технология, при которой даже в печи концентрация летучих веществ не доходит до предельно допустимых норм.
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
Виды порошковых красок
По типу образования пленки сухие краски принято подразделять на:
- термореактивные. Готовая пленка образуется после химических преобразований;
- термопластичные. Окрашивание происходит под воздействием высокой температуры без химических реакций.
Термореактивные краски более распространены. Для их приготовления используются акриловые, эпоксидные или полиэфирные смолы. Их преимущество заключается в том, что поверхность не будет деформироваться после повторного разогрева. Термореактивные краски могут применяться для окрашивания изделий, которые будут эксплуатироваться в тяжелых условиях.
В термопластичных красках в качестве смол могут использоваться полиэстеры, винилы или нейлоны. Твердое покрытие образуется без химической реакции только путем остывания и затвердевания. Состав затвердевшей краски аналогичен составу исходного материала. Это позволяет повторно производить нагревание и плавление порошка.
Способы нанесения порошковой краски
Технология окрашивания при помощи сухого материала позволяет применять несколько вариантов распыления порошка.
Нанесение краски направленным потоком воздуха. Изделие нагревается и при помощи краскопульта частицы порошка распределяются по поверхности. Качественное покрытие получается только после наиболее точного определения температуры нагревания металла. Недостатком этого метода является необходимость дополнительной термической обработки после полимеризации.
Электростатическое напыление. Этот метод окрашивания наиболее распространен. Прилипание частичек обеспечивается электростатическим напряжением. После полимеризации изделие остывает в естественных условиях. Не прилипший порошок можно повторно использовать, для его сбора предусмотрены специальные камеры. Лучше всего этот метод подходит для изделий простой формы и небольшого размера.
Оборудование для сухого окрашивания
В порошковом окрашивании нанесение краски не является заключительным этапом. Чтобы полимер закрепился на поверхности, его нагревают в печах. Линия порошкового окрашивания состоит из:
- камеры для нанесения порошка. В этой герметичной камере наносится красящее вещество на металл;
- электростатического распылителя для нанесения порошка. Благодаря статическому электричеству, создаваемому источником высокого напряжения, краска равномерно наносится на конструкции любой формы;
- камеры полимеризации. Она обеспечивает постоянную температуру и оснащена системой вентиляции. В ней происходит процесс полимеризации краски и ее равномерное распределение по изделию;
- компрессора. Он предназначен для создания определенного давления в камере окрашивания;
- устройства для транспортировки металлоизделий. Тяжелые и большие окрашенные изделия должны аккуратно перевозиться, чтобы порошок с них не осыпался. Это обеспечивают специальные тележки, передвигающиеся по монорельсу.
Технология порошкового окрашивания
Получить качественное декоративное покрытие на изделии из металла при помощи порошковой краски можно только путем строго соблюдения технологии окрашивания. Методика заключается в том, что сухие частицы краски распыляют на очищенную и обезжиренную поверхность. Ровный однородный слой порошка на изделии обеспечивается тем, что на отрицательно заряженную поверхность металла, частицы краски с положительным зарядом легко прилипают. Чтобы эти частицы превратились в слой краски, их запекают в печи при температуре от 150-250 0С.
Технология порошкового окрашивания состоит из трех этапов:
- подготовка;
- окрашивание;
- полимеризация.
Подготовка поверхности изделия к окрашиванию
Этот этап наиболее долгий и сложный. От предварительной подготовки поверхности металла будет зависеть дальнейшее качество покрытия: прочность, эластичность. Предварительный этап включает в себя:
- очистку от загрязнений;
- обезжиривание;
- фосфатирование.
С металлической поверхности удаляется ржавчина, окислы, грязь. Если старое покрытие оставить, то краска будет плохо сцепляться с поверхностью и покрытие прослужит недолго.
Самый эффективный метод удаления ржавчины и окислов – дробеструйная очистка. Для этого используется песок, стальные или чугунные гранулы. Мелкие частицы под сильным давлением или воздействием центробежной силы подаются на металл и оббивают с него загрязнения.
Можно использовать химическую очистку или травление. Для этого подойдет соляная, серная, азотная или фосфорная кислоты. Это более простой способ, позволяющий обработать большее количество изделий, чем дробеструйная чистка. Но он требует последующего промывания изделия от кислот, что ведет к дополнительным временным и финансовым затратам.
Фосфатирование изделия аналогично грунтованию. Поверхность обрабатывается составом, создающим фосфатную пленку, улучшающую адгезию.
Нанесение краски
Окрашивание производится путем электростатического напыления в специальных камерах с системой отсоса воздуха, которая не дает краске попасть наружу. Для окрашивания крупных предметов используются камеры проходного типа, а для мелких деталей тупиковые. Есть камеры, в которых краска наносится автоматическими пистолетами-манипуляторами.
Распыление производится пневматическим пистолетом. Положительно заряженные частицы краски обволакивают заземленную деталь и прилипают к ней. Весь процесс происходит следующим образом:
- порошковая краска в специальном бункере смешивается с воздухом. Пропорции регулируются при помощи вентилей;
- смесь краски и воздуха проходит через распылитель с высоковольтным источником, где частицы получают необходимый положительный заряд;
- краска распыляется на изделие и закрепляется на нем;
- вытяжная вентиляция уносит частицы, не получившие нужного заряда. Там они собираются в специальном бункере, а затем повторно используются или утилизируются.
Полимеризация или запекание
Металлоизделие с нанесенной краской помещается в печь. В ней под воздействием постоянной температуры происходит нагревание детали и полимеризация краски. Частицы сплавляются, образуя пленку, затем отвердевают и охлаждаются. Весь процесс занимает около 15–30 минут. Время полимеризации зависит от размера изделия и типа печи.
Температура в камере полимеризации держится в пределах 150-200 0С и зависит от типа краски. Расплавленный порошок способен заполнить все микронеровности, что дает хорошее сцепление с поверхностью металла.
Все необходимые свойства краска получает на этапе отвердения это прочность, внешний вид, защита. После этого изделие должно охладиться в течение 15 минут. В противном случае покрытие может быть повреждено, на него налипнет пыль и грязь.
Порошковое окрашивание — это наиболее экономичный, быстрый и экологичный способ получения надежной защитной поверхности на металле. Срок службы изделия значительно увеличивается, а декоративное покрытие может быть разнообразным не только по цвету, но и по структуре.
Сложности технологии заключаются в строгом соблюдении всех этапов. Для этого необходимо наличие специальной производственной линии. Проблемы могут возникнуть при:
- окрашивании крупногабаритных предметов;
- изделий сложной формы;
- конструкций из смешанных материалов.
Перед другими типами окрашивания сухой способ имеет бесспорные преимущества:
- безотходность;
- разнообразие красок по стоимости и свойствам;
- высокие физико-механические показатели окрашенной металлической поверхности.
По этим причинам порошковое окрашивание стало одним из самых популярных современных методов защиты металла от повреждений.
Порошковая покраска: металлическая дверь с ровным покрытием

Входные двери и ворота из металла лучшие в плане надежности и безопасности, но без покрытия выглядят не эстетично. Декорирование металла делает поверхность красивой и аккуратной, дает защиту от коррозии и продлевает срок службы изделия.
Чем покрасить стальную дверь
Жидкие лакокрасочные материалы — традиционный вариант для окраски в домашних условиях. Нитроцеллюлозные и алкидные эмали стоят недорого, имеют богатую палитру цветов, быстро сохнут. Однако получить декор заводского качества практически невозможно — остаются потеки, следы от валика или кисти. Одного слоя краски точно не хватит, а многослойное покрытие быстро начинает отслаиваться. Кроме того, эмали горючие, а в процессе нанесения выделяют вредные летучие вещества и сильный химический запах. Есть экологичная альтернатива — акриловые краски на водной основе. Но и здесь идеально ровный декор вряд ли получится даже при использовании пульверизатора.
Специальные краски по металлу— молотковые, графитовые и цинконаполненные эмали, а также передовые порошки. Эмали с наполнением дают антикоррозийную защиту и интересные декоративные эффекты. Например, молотковая краска содержит алюминиевую пудру, которая делает поверхность шероховатой. Считается, что ей можно замаскировать неровности без сложной предварительной подготовки, но это неверно: через короткое время появятся отслоения.
Покраска порошком — оптимальный способ. Под воздействием электростатики мелкие полимерные частицы равномерно распределяются по поверхности, укрывают даже труднодоступные места. При нагреве порошок сплавляется в прочную и долговечную пленку.
Эта процедура состоит из нескольких этапов и выполняется с помощью специального оборудования, поэтому услуги порошковой покраски нужно заказывать у профессионалов.
Этапы порошковой покраски двери
Подготовка. Окраска порошковыми красками предполагает обязательный демонтаж двери. Глазок, ручку и другие накладные элементы желательно убрать, чтобы не повредить во время следующего этапа.
Очистка. Порошковая окраска металлоизделий проводится только по чистым поверхностям. Двери сначала обезжиривают, а затем фосфатируют в ваннах с технологическими растворами. Потом изделия промывают и сушат. Далее алюминиевые двери сразу красят, а стальные проходят антикоррозийную обработку — дробеструйную подготовку или абразивную зачистку. Затем на изделия наносится порошковый антикоррозионный цинкосодержащий грунт.
Покраска. Сначала дверь помещают в специальную камеру, где на нее наносят грунт или краску при помощи электростатического распылителя. Затем изделие отправляют в печь для полимеризации. Там краска оплавляется, проникает глубоко в поры поверхности и затвердевает.
Дверь с порошковым покрытием — красиво и надолго
Окраска порошковой краской создает на металле ровную пленку. Она устойчива к механическим повреждениям и погодным явлениям. При соблюдении технологии покрытие служит до 30 лет. Уличные ворота и входные двери частного дома годами выглядят новыми, не выцветают, покрытие не отслаивается от регулярного контакта с дождем, ржавчина не появляется.
Самим нанести порошковое покрытие не получится, поэтому нужно тщательно выбрать подрядчика. Компания NAYADA качественно покрасит дверь на швейцарской покрасочной линии GEMA, для декора используются краски DuPont, AkzoNobel, Neokem. На отслоение дается 3 года гарантии. В процессе покраски строго соблюдается технология:
дробеструйная обработка делает поверхность абсолютно чистой, грунт прочно сцепляется с шероховатым металлом;
химическая подготовка удаляет все следы жира, специальная грунтовка с цинком дает повышенную защиту от коррозии;
электростатическое напыление равномерно распределяет порошок, в печи частицы краски проникают в структуру металла и сплавляются между собой.
Возможна покраска дверей под дерево или камень. Покрытие устойчиво к царапинам и ударам, спокойно переносит жару и мороз, ультрафиолет и влагу.
Если нужен качественный порошковый декор, в том числе покраска под дерево или камень, позвоните или заполните заявку на сайте.

