
Цех по производству металлических дверей
Чтобы дом был действительно крепостью, вход в него должны преграждать надежные металлические двери – защита от непрошеных гостей, холодных ветров и уличного шума. Входные двери из прочной стали – стандартное требование, которое предъявляет сегодня каждый обыватель к собственному жилищу.

Несмотря на то, что конкуренция на рынке входных дверей достаточно высока, здесь ещё можно найти нишу: в последнее время вырос спрос не только на качество и надежность дверных полотен, а и эффектный внешний вид (особенно в элитных новостройках, хорошо охраняемых подъездах и коттеджных поселках). Поэтому, продумав интересный, стильный дизайн и ассортиментный ряд из нескольких моделей, можно войти в среднюю ценовую нишу наравне с брендовыми производителями.
Впрочем, как показывает практика, решающим фактором при покупке у 80% потребителей остается цена. Поэтому даже «гаражное производство» — с помощью ручного инструмента и механических станков вполне способно принести прибыль в кратчайшие сроки, что позволит шагнуть на следующую ступень развития бизнеса.
Для начала производства рекомендуется ознакомиться с основными ГОСТами:
- ГОСТ 31173-2003 — Блоки стальные дверные. Технические условия;
- ГОСТ 23118-99 Конструкции стальные строительные;
- ГОСТ 5089-97 — Замки и защелки для дверей. Технические условия.
Оборудование для производства стальных дверей
1. Автоматические линии
Применяются на крупных заводах с высокой производительностью от 200 дверей/день и больше. Технологический процесс полностью автоматизирован, на изготовление одного дверного полотна уходит около 2 минут. Высокоточная техника обеспечивает одинаковую геометрию изделия, формирование профилей, сверление отверстий под фурнитуру и соединительные крепежи, окраску дверного полотна и заполнение внутренних пустот – все происходит автоматически, при минимальном вмешательстве ручного труда.
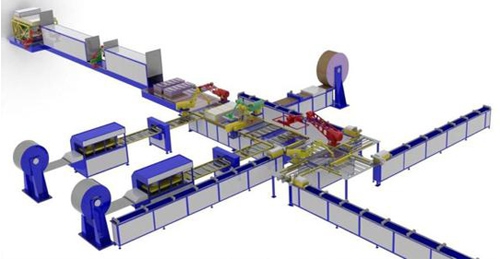
Автоматизирована также сварка изделия, благодаря применению специальных сварочных роботов. Прочные соединения сварочного шва не требуют дополнительных зачисток и шлифовки вручную.
 Плюсы: автоматизированные линии позволяют производить 500-600 готовых изделий в день с минимальным риском получения брака.
Плюсы: автоматизированные линии позволяют производить 500-600 готовых изделий в день с минимальным риском получения брака.
Минусы: высокая цена и стоимость техобслуживания (линии изготавливаются на заказ, стоимость стартует от 6 млн.руб). Для полноценной работы такого оборудования требуется большая производственная площадь (от 1500 м 2 ), где кроме самого цеха, необходимо предусмотреть значительные площади для хранения сырья и готовой продукции.
2. Линии-полуавтоматы (с применением ручного труда)
Набор оборудования и станков для открытия частично автоматизированного производства:
- Полуавтоматическая гильотина или станок для резки метала (плазменный — рис. 4, лазерный) – от 120 000 руб;
- Листогибочный пресс – 70 000 руб;
- Сварочные машины (включают точечную сварку, дверных полотен, сварку клещами, финальную сварку в среде углекислого газа) – от 100 000 руб. Можно заменить обычными сварочными аппаратами;
- Оборудование для окраски (окрасочный пистолет, компрессор).

С помощью такого оборудования можно производить 15-20 дверей в день. Требуемая площадь помещения – не менее 250 м 2 .
Плюсы: вполне подъемная для среднего бизнеса стоимость – цена на линию-полуавтомат полностью зависит от комплектации (от 400 000 руб). Но некоторые станки можно заменять более простым оборудованием, что значительно снизит стартовый капитал, но увеличит количество ручного труда и, соответственно, расходы на зарплату рабочим.
Минусы: «человеческий фактор» — чем меньше автоматизации, тем выше количество брака. Кроме того, потребуются мастера высокой квалификации, обученные работе и на станках, и вручную, чтобы обеспечить правильность выполнения технологии производства на всех его этапах.
3. Ручной труд и механические станки
Минимальный набор оборудования:
- болгарка;
- механическая гильотина для резки металла (рис. 5);
- фрезерный станок;
- токарный станок;
- вспомогательный ручной инструмент.

Плюсы: минимальные затраты на покупку оборудования (от 60 000 руб) и аренду помещения (60-80 м 2 ).
Минусы: 2-3 двери в день – это максимальная производительность для такого оборудования. Подобное мини-производство может быть ориентировано только на низкий ценовой сегмент. Чтобы избежать большого количества брака, необходимы специалисты, умеющие работать по металлу.
Цех для изготовления металлических дверей

Все основные процессы технологии изготовления стальных дверей должны осуществляться в отдельных помещениях. Поэтому производственная площадь должна предусматривать:
- цех приемки и подготовки металла;
- цех обработки стальных листов и проката профилей;
- сборочно-сварочный цех;
- покрасочный цех;
- декоративно-отделочный (а если отделка изготавливается непосредственно на предприятии, а не закупается в готовом виде – то и отдельное помещение для технологической линии по ее производству) (рис. 7);
- сборочно-контрольный цех;
- склад готовой продукции.

Из особых требований – наличие системы противопожарной безопасности, отделка негорючими материалами стен и полов, хорошая вентиляция.
Технологический процесс производства металлических дверей
Технология изготовления стальной двери включает определенную последовательность действий, прописанных в специальном документе (технологической или маршрутной карте), с указанием:
- требований к качеству материалов;
- правил их транспортировки, хранения и приемки;
- последовательного процесса преобразования исходного сырья в стальной дверной блок, его покраску и сборку;
- комплекса технических требований к каждому процессу;
- методов контроля и проверки качества;
- способа транспортировки, хранения готовой продукции и других технических условий (ТУ производства), которые составляются в соответствии с требованиями ГОСТ 31173-2003.
Основные этапы технологического процесса производства стальных дверей
1. Подготовка металла
Прежде чем отправиться на производство, металл сортируется. Проверяется маркировка, наличие деформаций после проката или транспортировки, удаляется коррозия и окалины. На складе сырья и материалов металлопрокат хранится уложенный в штабеля или на устойчивых стеллажах (высотой не менее 2,5 м).
2. Разметка и резка заготовок

Изготовление дверей начинается с раскроя листового металла по нанесенным с помощью кернеров ичертилок шаблонах. Для резки металлопроката используют:
- механическое оборудование (гильотинные ножницы, прессы, пилы);
- кислородный способ (раскрой на стационарных станках с газовой резкой или ручными резаками);
- лазерную, плазменную резку.
3. Обработка деталей-заготовок
Профиль для дверного короба изготавливается на гибочном оборудовании, где под давлением пресса металлической пластине придается изогнутая под необходимым углом форма.

Это может быть как стандартная прямоугольная конструкция, так и арочная модель. Во втором случае, дугообразный профиль верхней части двери пропускают через прокатный станок для придания нужной формы. После проката профиль нарезают на нужные части.
Заготовки опиливаются – для устранения неровностей и заусенец снимается верхний слой металла в местах резки. Выполняется опилка вручную, с помощью напильников или на специальных опилочных машинах. После обработки заготовки отправляются на штамповый станок, где производится пробивка отверстий различного диаметра под замки и фурнитуру в соответствии с подготовленными картами. 
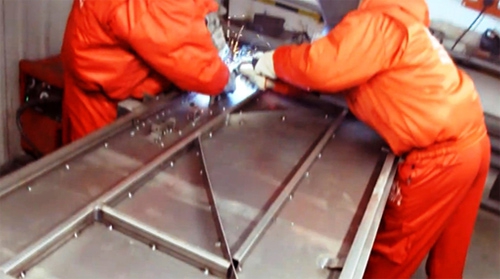
4.Сборка и сварка
Сборка дверного полотна осуществляется при помощи контактной сварки, которая исключает деформацию полотен и обеспечивает отсутствие сварочных швов. Листы привариваются к каркасу, с передней стороны оставляется 15-20 мм отступа, который будет выполнять функцию притвора. При изготовлении металлических дверей используется многошовный тип сварки. Плотность конструкции полотна достигается за счет установки специальных ребер жесткости.
Дверные замки устанавливаются одновременно с ребрами жесткости, в местах, укрепленных металлическими пластинами (так называемые «технологические карманы»). Между полотнами двери качестве уплотнителя и шумоизолятора применяется негорючая базальтовая плита (альтернативные варианты: дерево, минеральная вата, стекловата, пенополиуретан, полипропилен).

К собранной двери вручную привариваются петли, с соблюдением необходимых зазоров между полотном и дверной коробкой. Сборка осуществляется по нескольким видам (по разметке, в кондукторах, по копирам) и контролируется на каждом этапе на соответствие геометрии, чтобы при необходимости исправить дефект.
5. Обработка лакокрасочными материалами
После сборки заготовка двери отправляется на окраску. Краска наносится на очищенную, отшлифованную и обезжиренную поверхность одним из следующих способов:
- струйным обливом;
- пневматическим распылением (рис. 13);
- распылением в электростатическом поле.

Используется нитро, порошковая, графитовая, молотковая краска различных цветов – такое покрытие формирует хорошую защиту, предохраняющую дверь от коррозии и легких механических повреждений. После сушки производится контроль толщины нанесенного слоя и отсутствие визуальных дефектов – пузырьков воздуха, неокрашенных участков, трещин, разводов.
6. Обшивка декоративными элементами
Для придания высокой износостойкости и оригинального декоративного эффекта, на поверхность заготовки можно наносить дополнительное защитное покрытие – формованные или ламинированные отделочные панели, которые изготавливаются на предприятии методом раскроя (автоматического или полуавтоматического) по готовым шаблонам или закупаются в виде заготовок.
Виды обшивок:
- кожа, дерматин, винилискожа;
- деревянная вагонка;
- ЛДСП;
- МДФ;
- натуральное дерево;
- термопленка однотонная или с имитацией дерева различных пород;
- элементы ковки;
- шпон.
7. Установка замков, фурнитуры, контроль качества готового изделия
Врезание фурнитуры и проверка замков производится вручную. Чтобы избежать характерного стука металла об металл при закрытии двери, для усиления тепло- и шумоизоляции на дверное полотно наклеивают специальный амортизирующий материал – резиновый уплотнитель из каучука или силикона.

Для контроля качества сборки и плотности прилегания дверного полотна к коробке готовое изделие устанавливают на контрольный стенд. При соблюдении всех требований, дверь упаковывается и отправляется на склад готовой продукции.
Сырье для изготовления стальных дверей
Существует две технологии изготовления стальных дверей:
- трубно-угольная, с использованием катаных труб, скрепленных методом электродуговой сварки;
- профилегибочная – с применением гнутых прокатанных профилей.
Сегодня в производстве наиболее успешно применяется вторая технология, где сырьем для изготовления дверей являются готовые листы металлопроката. Многие полагают, что чем толще стальной лист в металлической двери, тем лучше. А это не совсем верно. Слишком тяжелые двери могут привести к массе проблем, например, сложность в открытии/закрытии из-за большого веса, быстрый износ петель из-за высокой нагрузки. Поэтому 2 мм – верхняя «планка» для стандартных квартирных дверей. Каждый дополнительный миллиметр добавляет порядка 8 кг веса.
Необходимая фурнитура:
- замки;
- петли;
- задвижки/защелки;
- ручки;
- дополнительная (доводчики, глазки, фиксаторы, блокирующие устройства).
Бизнес план производства металлических дверей
1. Планируется открытие мини-завода по изготовлению входных дверей из стали. Целевая группа потребителей – строительные организации и частные домохозяйства.
2. Для юридического оформления бизнеса создано ООО на общей системе налогообложения с указанием следующих видов ОКВЭД:
- 28.75.21 «Производство бронированных или армированных сейфов, несгораемых шкафов и дверей»;
- 45.25.4 «Монтаж металлических строительных конструкций».
Для производства металлических дверей и оказания услуг по их установке необходимо оформить лицензию, согласно СНиП 11-23-81. Стоимость оформления пакетов документов и получение лицензии – около 35 000 руб.
3. Производственный цех планируется разместить на 100 м 2 нежилого арендованного помещения. Стоимость аренды – 15 000 руб/мес.
4. Затраты на покупку оборудования – 125 000 руб:
- гильотинные кривошипные ножницы НК3418А;
- листогибочный механизм МГЛ-2500;
- сверлильный станок 2116К;
- станок абразивно-отрезной;
- сварочный аппарат ТДМ-403;
- краскопульт;
- болгарка;
- дополнительное оборудование (ручной инструмент, стеллажи, выставочный стенд).
5. Расчет себестоимости 1 изделия – металлической двери размером 2180 * 1040 мм.
- листовая сталь 2мм – 0,098 т * 31 600 руб = 3096,80 руб;
- утеплитель (минвата) – 0,2 м 3 * 1475 руб = 295 руб.
- электроды – 4 кг * 43 руб = 172 руб;
- замок врезной – 820 руб;
- петли, ручка, глазок – 550 руб;
- круги отрезные, шлифовочные – 420 руб;
- грунтовка – 4 л * 87 руб = 348 руб;
- растворитель – 2л * 210 руб = 420 руб;
- краска – 2 кг * 460 руб = 960 руб.
Итого: 7081,80 руб
6. Доход от реализации
Планируется изготовление и установка 3 дверей в день при 21-дневном рабочем дне. Продажная цена изделия установлена методом проведения сравнительного анализа цен на рынке и равна 12500 руб. Стоимость установки – 1200 руб.
Прогнозируемая выручка в месяц: 63 штуки * 13700 руб = 863 100 руб/мес.
Материальные затраты – 63 штуки * 7081,8 руб = 446 153,4 руб/мес.
7. Прочие затраты ведения хозяйственной деятельности:
- аренда – 15 000 руб;
- электроэнергия – 1200 руб;
- амортизация основных средств – 5750 руб;
- реклама – 15000 руб;
- зарплата персонала (директор, 5 рабочих и менеджер по продаже) – 65000 руб;
- налоги на зарплату –24 375 руб;
- налог на прибыль – 58 124,32 руб.
Итого: 184 449,32 руб/мес.
8. Финансовые результаты
Чистая прибыль: 863 100 руб — 446 153,4 руб — 184 449,32 руб = 232 497,28 руб/мес.
Первоначальные капиталовложения (оборудование + лицензия + материальные затраты на 1 месяц работы + прочие затраты) окупятся за 4 месяца работы.
Полезное по теме:
Металлическая дверь своими руками – полный цикл сборки за 7 этапов
Вам нужна нормальная железная дверь, а цены на рынке «кусаются»? Есть вариант соорудить ее самому. Давайте вместе разберем, как делается металлическая дверь своими руками, начиная с подготовки инструмента, закупки материала и наброска эскиза и заканчивая утеплением и чистовой отделкой.

Грамотная подготовка как один из залогов успеха
Сделать металлическую дверь своими руками для любителя задача вполне реальная, но есть один нюанс: вы должны свободно работать болгаркой и хотя бы на начальном уровне владеть сварочным аппаратом. Но перед тем как сделать саму дверь нужно подготовить инструмент и материал.
Выбор инструмента
- Болгарка;
- Сварочный аппарат;
- Шуруповерт или набор отверток;
- Электродрель с ударной функцией или перфоратор;
- Круглый «драчевый» напильник;
- Молоток;
- Рулетка;
- Керн;
- Уровень (желательно 1,5 м);
- Угольник.

Кроме того понадобится разнообразная фурнитура для электроинструмента. Имеются в виду диски для болгарки по металлу, корд-щетка на болгарку, сверла на дрель, наждак и прочая мелочевка без которой изготовление металлической двери своими руками невозможно.
Закупка материала для изготовления металлической двери
Для железных дверей нужно купить:
- Металлический лист толщиной от 1,5, до 3 мм;
- Профилированная труба 40х20 мм – минимум 7 – 8 м;
- Уголок 50х50 мм – около 7 м;
- Полоса 40х4 мм – 2 м;
- Петли обычные папа-мама или шарнирные – 2 шт.
Если в сварочных работах у вас нет большого опыта, то лучше берите лист под входные двери потолще, хотя бы не менее 2 мм, а лучше 3 мм. Сварка металлических дверей дело не особенно сложное, но тонкий лист очень легко прожечь насквозь.

Еще вам понадобится хороший ровный стол или какое-то подобие козлов, сделать металлическую дверь на земле очень тяжело, а для начинающего мастера вообще не реально.
Делаем эскиз
Профессиональные чертежи на стандартные железные двери сейчас найти можно, но проблема в том, что эти документы делались по ГОСТ 31173-2003, то есть 2200х900 мм или 2200х1200 мм (для широких проемов).
Входная металлическая дверь в квартире или частном доме далеко не всегда соответствует стандарту, поэтому лучше составить эскиз. В противном случае, на нестандартном проеме вам придется либо вырезать часть откоса, либо как-то заделывать щель рядом с дверью.
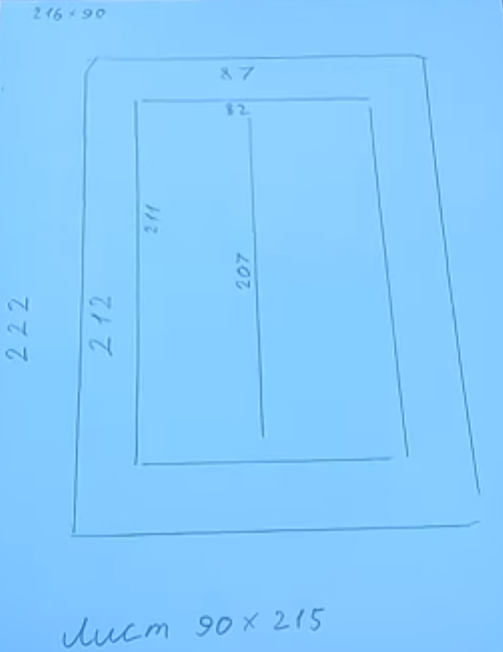
Коль уж мы делаем железную дверь своими руками, то на этапе создания эскиза нужно учесть кое-какие допуски, ниже на примере они показаны:
- Стартовые размеры дверного проема 216х90 см;
- Делать раму (лутку) вплотную к стенам нельзя, так как некуда будет заливать монтажную пену, поэтому по верхней кромке оставляем 10 мм на пену, плюс 5 мм толщина уголка;
- Внизу делаем небольшой порожек, соответственно 25 мм от уголка будет отрезаться, итого остается 212 см высота рамы по внутреннему периметру;
- По бокам также оставляем по 10 мм на пену, плюс 10 мм составляет толщина металла в 2 уголках, итого ширина внутреннего проема 87 см;
- Саму стальную дверь, точнее раму под нее, нельзя делать вплотную к лутке, если дом начнет «гулять» и лутка чуть сдвинется, то полотно заклинит. Поэтому по наружному периметру оставляем зазор 5 мм, соответственно получается 211х86 см;
- Лист берем больше (90х215 см), так как он будет накладываться на часть лутки.
Инструмент подготовили, материал купили, эскиз сделали, теперь можно приступать к сооружению железных дверей своими руками.
Семь этапов сборки стальных дверей
Можно сделать металлические двери своими руками только из уголка или только из профилированной трубы, но смешанный вариант получается более надежным и практичным. Наружную раму (лутку) лучше сварить из уголка 50х50 мм, а каркас под дверное полотно из профилированной трубы 40х20 мм.
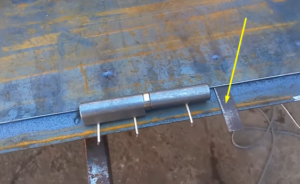
Этап № 1. Свариваем лутку
Первым делом отрезаем по схеме уголки и фиксируем их на рабочем столе или козлах струбцинами. Здесь важно чтобы нижняя плоскость была ровной, а углы соединились под 90º. Прямоугольник коробки проверяем по диагоналям, если они одинаковые, значит, углы будут прямыми.

Сразу обваривать углы не стоит, их может повести, сначала прихватываем в нескольких точках и снова замеряем диагонали, пока все не проварено, еще можно отрегулировать мелкие неточности.
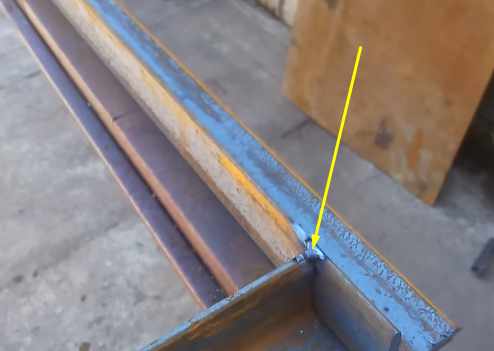
При обваривании углов, сначала накладываем все вертикальные швы, а потом переходим к горизонтальным, так металл будет меньше перегреваться. Лишнюю часть уголка мы вырежем позже.
Теперь переворачиваем раму и проверяем плоскость длинным уровнем или любым ровным эталоном. Никаких перекосов и изгибов быть не должно.

Провариваем наружные стыки и сразу зашлифовываем эти швы болгаркой.

Как показано на фото сверху, у нас остался не вырезанным кусочек уголка изнутри, его нужно убрать, так как он будет мешать при установке. Для этого снова переворачиваем раму и вырезаем лишние части болгаркой. Лутка готова, теперь можно переходить к раме для железной двери.

Этап № 2. Рама под дверное полотно
Когда нарезаете профилированные трубы под каркас дверного полотна, сначала отмеряете все длинные части, а потом из остатков вырезаете короткие. В противном случае вы можете не угадать и тогда, большие вертикальные стойки придется сваривать из кусочков.
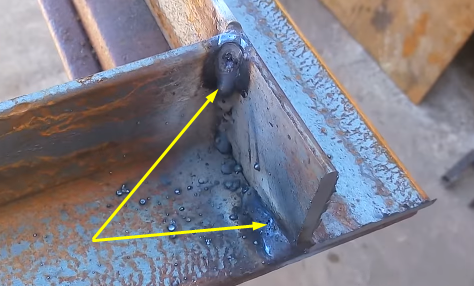
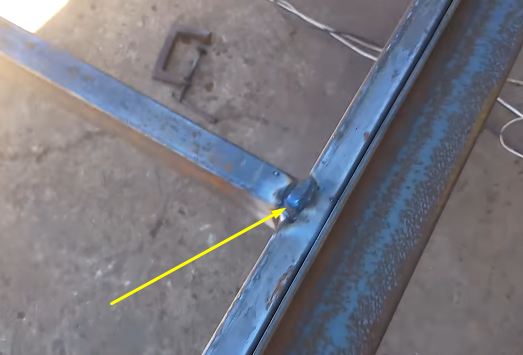
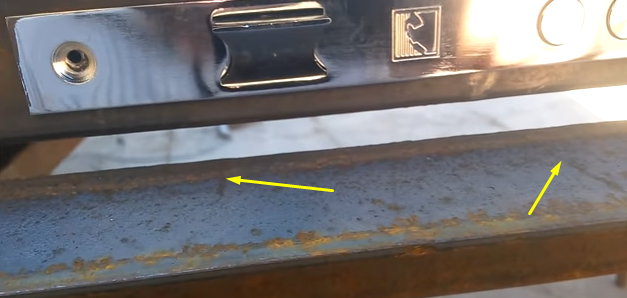
Прорезь под замок лучше сделать сразу. Для этого отмеряем от низа стойки 1 м. и делаем 2 вертикальных надреза по габаритам замка, а посередине эту полоску разрезаем наискось. Чтобы кусочки легче было выломать, делаем на них небольшие надрезы, стрелочки на фото указывают на эти надрезы.
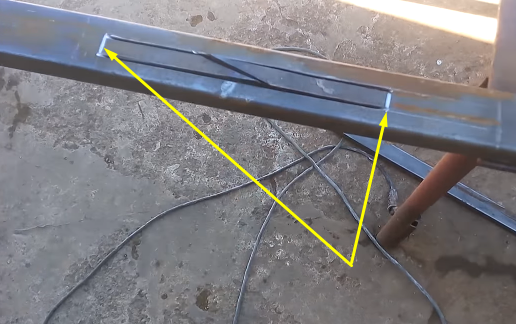
Дальше выламываем полоски, переворачиваем трубу и вырезаем с обратной стороны аналогичное отверстие, после чего можно высверливать боковые отверстия под винты, нарезать в них резьбу и примерять замок.

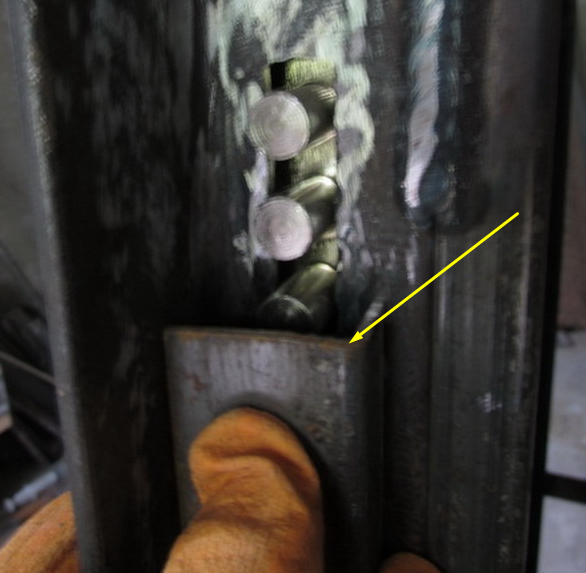
Чтобы каркас дверного полотна четко лег на свое место, фиксируем струбцинами профилированные трубы с внутренней стороны лутки. Не забудьте: между профилированной трубой и уголком должен оставаться зазор 5 мм, для этого вставляем прокладки. В качестве прокладок можно использовать те же обрезки уголка.
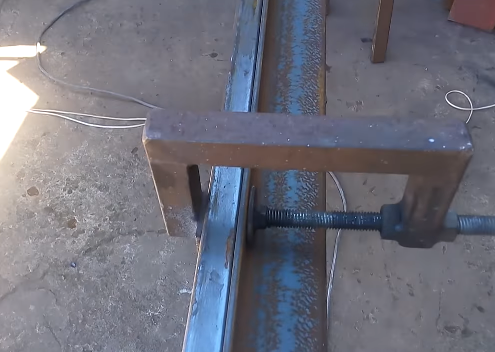
Здесь важно как ставить профилированные трубы, на любой такой трубе есть сварной шов, так вот, этот шов должен «смотреть» внутрь полотна.
При сооружении рамы под дверное полотно проверять диагонали уже не обязательно, так как мы «привязываемся» к наружному каркасу. Углы свариваются по аналогии с луткой, то есть, в нескольких точках прихватываем, а потом от центра к краям провариваем стыки.

Здесь же, пока рама находится в лутке, привариваем поперечные ребра жесткости, они делаются из профилированной трубы.
Теперь снимаем струбцины, убираем наружный каркас и провариваем торцы соединений в углах, после чего зашлифовываем все швы. Будьте осторожны, металл тонкий и легко прогорает.

Всегда контролируйте, где у вас находится верх, низ, петли и замок. На этом этапе очень легко перепутать и тогда будет сложно исправить ситуацию без потерь.
Этап № 3. Крепление листа
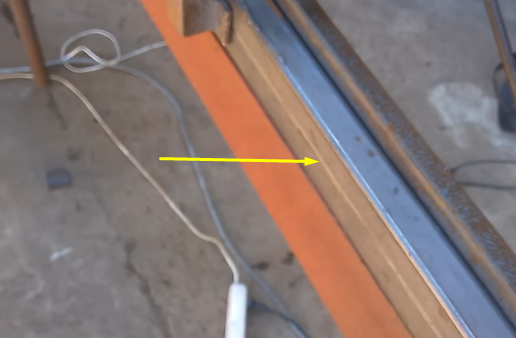
Для начала нам нужно вырезать лист по размерам. От рамы дверного полотна, до края листа оставляем 20 мм (5 мм на зазор, плюс 15 мм на нахлест лутки). Чтобы лист отрезать ровно по разметке, можно использовать профилированную трубу, просто крепите ее струбцинами и режете болгаркой по кромке.

Кладем на отрезанный лист дверной каркас, проверяем чтобы везде четко соблюдался нахлест и точечно привариваем профилированные трубы к листу (шаг порядка 100 – 150 мм). Чтобы рама не сдвинулась во время сварки ее можно зафиксировать струбцинами.
Раму прихватываете не вдоль по периметру, а по диагонали. То есть: приварили одну точку, потом перешли на противоположную и так пока все не обварите. В противном случае, конструкцию может повести.

Этап № 4. Как приварить петли
| Иллюстрации | Рекомендации |
 |



Этап № 5. Врезаем замок
В дверную раму замок уже вставлен, теперь нужно примерить и разметить места пропилов в лутке.
Отверстия под замочную скважину просверливаем большим сверлом, после чего доводим до нужного размера круглым драчевым напильником.

Отверстия в уголке под сам замок вырезаются болгаркой и также обрабатываются напильником. Замочные засовы желательно закрыть изнутри металлическим кожухом, его можно сделать из профилированной трубы или уголка, кожух обязательно приваривается.
Теперь осталось примерить накладку на сделанные ранее отверстия и можно переходить к облицовочным работам.

Этап № 6. Облицовка и утепление
Дешевле и лучше всего утеплять железные двери пенопластом, как правило, берутся плиты ПСБ-С-25 толщиной 40 мм. Плита вырезается чуть меньше проема, а зазор потом задувается монтажной пеной.

Минеральной ватой утеплять входные двери не стоит. Дело в том, что любая вата боится влаги и после намокания садится, поэтому через пару лет такой утеплитель перестанет работать.
Изнутри конструкцию можно обшить любой понравившейся вам плитой, от ОСП, до ламинированного МДФ.

Также можете ознакомиться с более подробной статьей по утеплению металлических дверей — Как утеплить металлическую входную дверь.
Наружную лицевую часть дверей также можно отделать ламинированной плитой, но проще и дешевле будет покрасить металл молотковой краской, делается это так:
- Весь металл зачищается корд-щеткой (удобно использовать корд-насадку на болгарку);
- Конструкция обезжиривается ацетоном или бензином;
- Металл покрывается грунтом под выбранную ранее молотковую краску;
- Кистью, валиком или краскопультом наносится 2 – 3 слоя краски.

Этап № 7. Установка металлических дверей
Чтобы закрепить железные двери нужно предварительно приварить по периметру лутки своеобразные хвостовики из полосы 40х4 мм.

Конструкция устанавливается в такой последовательности:
- Вставляете лутку в дверной проем;
- Перфоратором через хвостовики высверливаете глухие отверстия в откосах;
- Дальше можно забить металлические костыли или зафиксировать конструкцию анкерными болтами;
- Навешиваете дверное полотно;
- Задуваете зазоры по периметру лутки монтажной пеной;
- Дверь установлена, теперь осталось срезать излишки засохшей пены и обустроить откосы.

Вывод
Как видите на домашнем «производстве», без профессиональных схем и дорогостоящего оборудования была собрана хорошая железная дверь своими руками и обошлась она примерно вполовину дешевле, чем заводской аналог.
Изготовление металлических дверей : технология и поэтапность
Современные стальные дверные конструкции – это не исключительно надежная защита строения, но и элемент интерьера и экстерьера. Технология создания стальных блоков весьма примечательна, что и стоит рассмотреть.
Стальные дверные блоки: необходимое оборудование для старта бизнеса

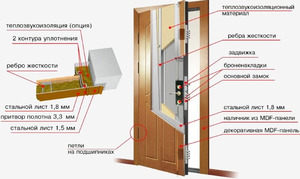
Стальные металлические системы в развороте
Главный атрибут каждого строения заключен в наличии надежного перекрытия входа. Стоит оговорить производственный процесс этапов изготовления железных конструкций.
Так каждый изготовитель старается сделать изготовление стальных дверей более модернизированным, а застройщики в современное время используют исключительно металлические блоки для перекрытия входа в новых строениях. На сегодняшний день производители стараются совершенствовать не исключительно технические показатели систем, но эстетическую сторону продукта с дизайнерской точки зрения относительно последних тенденций интерьерной стилистической моды.
Бизнес по производству железных конструкций ничего особо сложного собой не представляет, поэтому дать жизнь такому производству в силах любой предприниматель. Так перечень необходимого оборудования для производственных целей допустимо вместить в единую таблицу:
| № | Оборудование | Примечания к оборудованию | Стоимость оборудования |
| Станок для порезки стального листа (металла) | Может использоваться лазерный либо плазменный, поскольку порезка на таких станках происходит быстро и равномерно | От $1 800,00 | |
| Пресс для загиба металла (листогибочный) | От $11 200,00 | ||
| Сварочный комплекс для финишной и точечной сварки | Допустимо использовать обычные аппараты или же специализированные сварочные станки | От $1 600,00 | |
| Установка для порошкового окраса изделий: для подготовки поверхности блока к покраске | Это может быть специальная покрасочная камера | От $980,00 | |
| Установка для порошкового окраса изделий: компрессор для покраски, пистолет окрасочный и камера (печь) полимеризации | Вместо этапа полимеризации может использоваться покрытие поверхности после окраса двумя слоями специальных вандалоустойчивых лаков | От $2 400,00 |
Вышеприведенный перечень оборудования относится к минимуму необходимого оборудования. Так на

Станок для изготовления конструкции
мировом рынке доступны готовые комплексные линии по производству стальных блоков, где совмещены все перечисленные выше станки и установки. Типичные производственные линии могут быть полностью автоматизированы либо частично, когда к определенному этапу должна прикладываться рука человека.
Такие автоматизированные линии выпускаются в мир зачастую зарубежными производителями и наделяются таким перечнем оборудования:
- Установка плазменной порезки металла;
- Пресс для загиба листов металла;
- Автомат координатной сварки полотен двери;
- Две машины для сварочного процесса клещами с кондукторами;
- Два пункта финального сварочного процесса, происходящего в особой среде (углекислый газ).
Типичная линия не предусматривает наличия покрасочного бокса, что обустраивается в отдельности. Производительность линии сводится к производству 10 блоков в течение одного часа времени, но и при контроле, как минимум 10 человек. Примерная стоимость такого производственного беспрерывного процесса в собранном виде сводится ни много, ни мало, но к $100 тысячам.
Цеха изготовления металлических конструкций

Цех для изготовления металлических конструкций
На данный момент изготовление стальных дверей совершается по различным технологиям, но фактически все они наделены едиными исходными аспектами. Основная часть процессов технологии производства должна происходить в отдельных помещениях, поэтому площадь обязана предусматривать наличие следующих цехов:
- Цех, где производится прием металла и подготовка сырья;
- Цех, где происходит обработка металлических листов и прокат профилей;
- Цех, где совершается сварочно-сборочный процесс (производственная линия);
- Цех для покраски изделий;
- Отделочно-декоративный цех, при условии, что отделочный материал производится на территории предприятия, а не приобретается в готовом виде;
- Сборочный контрольный цех, где блоки комплектуются замковыми и другими механизмами;
- Складские помещения для хранения готовой продукции.
Каждый из цехов должен отвечать особым требованиям относительно пожарной безопасности. Так помещения должны быть отделаны (полы, стены), как минимум, негорючими материалами, и оснащаться приточно-вытяжной вентиляцией.
Производственно-технологический процесс изготовления стальных блоков
Изготовление железных дверей относительно технологии предусматривает определенную последовательность производственных действий, которые прописаны в специализированной документации (маршрутной либо технологической карте), где указаны:
- Основные требования к исходному качеству используемого материала;
- Правила транспортировки сырья и готового продукта, приемки материала и хранения входных блоков;
- В документации специальных требований указывается комплекс технических требований к каждому этапу процесса;
- Прописаны методы проверки качества и контроля;
- Указаны многие технические условия (производственные ТУ), которые составлены в соответствии с показаниями ГОСТ 31173-2003.
Основные технологические этапы изготовления стальных конструкций:
Подготовка сырья.
На данном этапе материал металла подлежит сортировке. Выверяется маркировка листов, проверяется наличие деформаций, которые проявляются, в основном, после процесса транспортировки либо проката. На данном этапе так же с материала удаляется окалина и коррозия. Хранение металлопроката на складах должно производиться на стеллажах либо листы укладываются в штабеля.
Разметка и нарезка заготовок.
Изготовление дверей стартует с правильного раскроя листов металла относительно нанесенных на поверхность шаблонов с использованием чертилок и кернеров.
Обработка заготовок и деталей.
Профиль дверного короба создается на листогибочном оборудовании.
Заготовки для будущих входных блоков опиливаются для устранения заусениц и неровностей. Так в процессе снимается поверхностный слой стали в местах порезки. Опилка может выполняться и вручную с использованием простых напильников, так в на специализированных опилочных станках.
Обработанные заготовки отправляются к штамповочному станку, на котором в деталях проделываются отверстия самого разнообразного диаметра под нужды установки на конструкции фурнитуры, замковых систем.

Сборочный процесс и сварочные работы
Дверное полотно собирается с использованием контактной сварки. Типичная технология сварки исключает деформационные повреждения полотен двери и обеспечивает полное исключение сварочных швов на поверхности.
Замковые системы устанавливают на металлические конструкции единовременно с установкой ребер жесткости, на площадях, укрепленных пластинами из металла. Создаются, своего рода, технологические карманы. На данном этапе полотна и утепляются. Внутри полотен прокладывается негорючий звукоизолирующий и утепляющий материал.
Петли к собранному изделию привариваются зачастую вручную.
Лакокрасочные работы.
После окончания сборки конструкции, производится окраска блока. Составы наносятся исключительно на отшлифованную, очищенную, обезжиренную поверхности. Способов нанесения несколько:
- Струйный облив;
- Пневматическое распыление;
- Распыление в электростатическом поле.
Для процесса может использоваться одна из нескольких красок в разнообразной гамме цветов:
Декоративная отделка конструкций.
Зачастую металлические двери декорируются защитными покрытиями, формованными, ламинированными отделочными панелями. Декоративная отделка производством может закупаться в готовом виде. В качестве обшивки может использоваться:
- Дерматин, кожа, винилискожа;
- Вагонка из древесины;
- Панели МДФ, ДСП;
- Натуральная древесина;
- Термопленка с имитацией под натуральную древесину либо однотонная;
- Элементы декоративной ковки;
- Шпон натурального дерева.
Монтаж фурнитуры, замковых систем.
Зачастую врезка фурнитуры делается вручную. Для избегания характерных металлических звуков, исходящих от конструкции входных блоков, и для теплоизоляционных свойств, дверные полотна оклеиваются специальными амортизирующими материалами:
- Резиновые уплотнители;
- Из каучука;
- Силиконовые уплотнители.
Современные технологии производства входных металлических дверей
Подобно тому, как театр начинается с вешалки, знакомство с домом происходит с входной двери. И хотя ее основная функция заключается в защите, не последнюю роль играют эстетические качества изделия. Наиболее надежными, очевидно, являются дверные конструкции из металла, защищающие как от злоумышленников, так и от негативного воздействия внешней среды. Современные модели входных дверей радуют хозяев и гостей не только высоким качеством, но и эффектным внешним видом, отлично дополняющим любой интерьер. Но как они изготавливаются?
Производство дверей — сложный процесс. От используемых технологий изготовления зависят надежность и долговечность конечного продукта. Чтобы выбрать действительно качественную дверь, следует знать об особенностях производства этих изделий.







Этапы производства металлических дверей: современные технологии и подходы
Первое, на что нужно обратить внимание, — это используемые методики производства. Ведь они определяют не только скорость изготовления двери, но и ее конструктивные особенности, точность подгонки деталей друг к другу и в целом — качество. Известно три подхода к изготовлению дверей. Это:
- Кустарный метод. Он основан на ручном труде с минимальным использованием оборудования. Недостатками такого подхода являются длительность изготовления изделия, большие трудозатраты, высокие требования к квалификации мастеров, отсутствие высокотехнологичного оборудования, и как следствие — возможное несоответствие элементов конструкции требуемым размерам и многие другие технологические изъяны. Главное достоинство метода — возможность изготовления продукции по сложным индивидуальным заказам.
- Индустриальный метод. В этом случае производство изделий является практически полностью автоматизированным. Оно выполняется на специальных линиях, где почти все работы ведутся с использованием робототехники. Такой подход позволяет свести к минимуму временные затраты на производство товара, а также обеспечивает максимальную точность выполнения всех работ.
- Комбинированный метод. Совмещение ручного и промышленного труда предусматривает использование полуавтоматических линий и выполнение некоторых работ ручным методом. Этот способ отличается более высокой эффективностью и точностью, чем кустарный метод, но значительно уступает автоматическому производству по скорости и качеству изготовления товаров.
Но какой бы метод не использовался, процесс производства включает ряд обязательных этапов:
Сборка каркаса
Производство металлических дверей начинается со сборки каркаса. Для этого выполняется разметка и нарезка материала с помощью механического оборудования, а также кислородным, лазерным или плазменным методом.
Материалы
При производстве используется горячекатаная или холоднокатаная сталь. Первая отличается от второй низкой стоимостью и более простой технологией изготовления. Так, при горячем прокате листу придается необходимая форма после разогревания до 1400 градусов по Фаренгейту, в то время как холодная обкатка осуществляется при комнатной температуре после предварительного горячего отлива. Кроме того, холоднокатаные листы отличаются более высокой пластичностью, точностью углов и устойчивостью к коррозии.
Среди пользователей распространено мнение, что чем толще лист стали, тем лучше. Но в действительности каждый дополнительный миллиметр стали добавляет к весу изделия порядка 8 кг. Кроме того, тяжелые двери с трудом открываются и закрываются. Также у тяжелых изделий отмечается быстрый износ петель. Поэтому оптимальная толщина стали для двери, ведущей в хозяйственные постройки, составляет 0,8–1,0 мм, в охраняемый офис — 1,0–1,2 мм, в квартиру — 1,2–1,5 мм, в загородный дом — от 2,0 мм.
Стабильность и прочность конструкции обеспечивают ребра жесткости, которые устанавливаются между листами стали и не позволяют листам прогибаться или отделяться от конструкции при попытке взлома. Они изготавливаются из трубы квадратного сечения, швеллера или уголка и имеют горизонтальное, вертикальное или диагональное расположение. В одной двери стандартных размеров должно быть не меньше одного горизонтального и двух вертикальных ребер. Чем больше ребер установлено в изделии, тем прочнее конструкция.
Технологии сварки
Далее производится соединение металлических элементов друг с другом при помощи сварки. Наиболее распространены две технологии сваривания:
- Традиционная, предусматривающая использование уголков или профильной трубы. Этот метод требует значительных трудозатрат, но позволяет изготавливать изделия большой площади и нестандартных конструкций. При этом готовая продукция отличается достаточно большим весом.
- Гибочно-сварочная. Такая технология основана на полной автоматизации процесса изготовления, что позволяет снизить трудозатраты. Методика дает возможность свести к минимуму отклонения в размерах металлических профилей и значительно снизить вес готовых изделий.
Когда основа конструкции двери готова, на ней устанавливаются дополнительные элементы — запирающие механизмы, фурнитура, утеплитель и т.д.
Установка замков
Максимальную защиту от взлома обеспечивает применение комбинации из двух различных замковых механизмов. Обычно это цилиндровые замки, к которым крайне сложно подобрать ключ, и сувальдные (или «сейфовые»), отличающиеся массивностью и высокой устойчивостью к механическому воздействию. Одновременное использование замков этих двух типов обеспечивает эффективную защиту от проникновения злоумышленников.
Установка дополнительных элементов защиты и фурнитуры
На следующем этапе изготовления монтируются следующие элементы:
- Петли: скрытые (более надежные) или навесные. Для конструкции весом не более 70 кг будет достаточно двух петель. Для бронированных конструкций их понадобится 3–4.
- Бронированные накладки на замки: внутренняя и внешняя марганцевые пластины толщиной 1,5–4,5 мм, которые устанавливаются на замки сувальдного и цилиндрового типов и защищают их от высверливания. Броненакладки бывают накладные, полуврезные, врезные, магнитные и классические.
- Противовзломные штыри: небольшие устройства, расположенные на дверных полотнах и входящие в отверстия рамы при закрытии дверей. Используются как дополнительная защита для конструкций с навесными петлями.
- Глазки: бывают стандартными оптическими, пуленепробиваемыми (из стали и специального стекла), панорамными, электронными. Также популярны видеоглазки и др.
- Индивидуальные системы доступа: устройства, ограничивающие доступ в помещения. Для аутентификации посетителей используются специальные идентификаторы, которые сравниваются с данными, имеющимися в памяти системы.
- Сигнализация: автономная, пультовая.
Заполнение внутреннего пространства
Защиту от негативного воздействия внешней среды (в первую очередь от низких температур) обеспечивают не только внешние элементы, но и наполнитель, который размещается между металлическими листами, образующими дверное полотно. В это пространство помещаются тепло- и звукоизоляционные материалы. Самыми безопасными и распространенными из них (а также обладающими противопожарными свойствами) являются минеральная вата и пенополиуретан. Используются также пенопласт (в дешевых моделях), негорючая базальтовая плита и различная стекловата (весьма тяжелые материалы), целлюлоза (сегодня практически не используется) и полипропилен.
Внешняя обшивка или покраска
После сборки дверная заготовка очищается, шлифуется и обезжиривается, а потом окрашивается порошковым методом, струйным обливом, распылением (пневматическим или в электростатическом поле). Применяются порошковые (молотковые) или графитовые краски. Также дверь может быть обшита отделочными панелями, изготовленными с использованием кожи, кожезаменителя, натурального дерева, ДСП, МДФ, термопленки, шпона и др.
Монтаж уплотнителей
Для обеспечения герметичного закрытия двери в местах ее соприкосновения с рамой устанавливаются уплотнители из резины, поролона, пенополиэтилена, пластика или силикона. Наиболее популярным вариантом является магнитный резиновый уплотнитель, который устанавливается в один или два ряда. Сечения резиновых уплотнителей напоминают буквы латинского алфавита: С, К — профили для щелей толщиной менее 3 мм, Р, V — 3–5 мм, О, D — до 7 мм.
Особенности производства входных металлических дверей в разных странах
Производство входных металлических дверей, широко представленных на отечественном рынке, имеет следующую географию: Китай, Беларусь и Россия. Все это недорогие, а соответственно, наиболее востребованные изделия, ориентированные на массовый спрос.
Китай
В настоящее время многие поставщики предлагают своим клиентам китайскую продукцию по цене до 10 000 рублей. Низкая стоимость привлекает покупателей, но при этом владельцев может ждать целый ряд неприятных сюрпризов. Так, дешевая продукция из Поднебесной производится из стали, толщина которой составляет менее 1 мм (а чаще всего 0,5–0,8 мм). Если слегка надавить рукой на полотно, то сталь немного прогнется. Вскрыть подобную дверь можно при помощи обычного консервного ножа, поэтому никакие дополнительные средства защиты (качественные замки, петли и др.) не смогут спасти ситуацию. Кроме того, по причине малой толщины металлических листов при производстве практически не проводятся сварочные работы, что также значительно снижает взломостойкость конструкции.
Большинство китайских производителей остаются неизвестными. Более того, продавцы даже не всегда признаются покупателям, что товар изготовлен в Китае. Пожалуй, единственным известным китайским производителем (который, к тому же, реализует качественную продукцию) является компания «Форпост».
Беларусь
Изделия белорусского производства отличаются высоким качеством (толщина металлического листа составляет 2 мм и более), долговечностью и простотой в уходе. Кроме того, они соответствуют климатическим особенностям и социальным условиям стран СНГ.
Стоимость дверей класса стандарт составляет 14 000–20 000 рублей. Предлагать покупателям товар с отличными эксплуатационными характеристиками и по доступной цене позволяет отсутствие таможенных пошлин и значительных расходов на перевозку продукции. Еще одним важным достоинством белорусских изделий является широта модельного ряда. К числу самых известных производителей относятся компании «Двери Белоруссии», «Стальная линия», «Геркон», «Железный дом» и «Деловой металл».
Россия
Наибольшим спросом (до 85–90%) в среднем ценовом сегменте пользуются двери отечественного производства. Это объясняется сочетанием высокого качества товаров и доступной стоимостью (10 000–20 000 рублей). Основные преимущества российской продукции заключаются:
- в возможности изготовления товаров под заказ (в том числе по специальным проектам);
- часто — в отсутствии логистических и дилерских наценок;
- в качественном сервисе и гарантии: представители компаний-производителей выполняют все замеры и установку в подходящее для заказчика время.
К числу наиболее известных российских производителей относятся предприятия: фабрика дверей «БРАВО», «Эльбор», «Гардиан», «Торэкс», «БелКа», «Арсенал Сервис Сталь», «Геометрия металла», «Бастион», «Колумб», «Проем», «Ягуар-М», «Дверь по прозвищу Зверь», «СТАЛ», «Герда», «Dierre», «МастерЛок», «Оптима» и др.
Итак, качество металлической двери зависит от толщины и прочности стальных листов, надежности элементов безопасности и особенностей фурнитуры, а также от технологии производства. Оптимальное соотношение цены, качества и внешнего вида изделий предлагают многочисленные российские, а также белорусские и некоторые китайские производители данной продукции.
Бенчмаркинг в сфере производства металлических дверей: опыт компании «Браво»
Мы обратились на фабрику дверей «БРАВО» с просьбой рассказать, как там налажено производство металлических дверей и как обеспечивается качество продукции:
«Чтобы достичь и удерживать преимущество в сфере производства и продаж дверных конструкций, необходимо соблюдать много требований, предъявляемых рынком. Среди них, кроме всем очевидных контроля качества продукции и системы менеджмента на предприятии, хотелось бы отметить наличие широкого ассортимента и складской программы.
Понятие «качество» хотелось бы разделить на две составляющие: «качество дверных конструкций» и «качество обслуживания» — первое невозможно без современного оборудования, материалов, технологий и системы контроля, второе — без грамотного менеджмента компании. Обе составляющие качества мы «держим» на высоком уровне, поэтому коллектив фабрики гордится сервисом на всех этапах выполнения договорных обязательств.
На сегодняшний день фабрика «Браво» предлагает более 350 моделей дверей, среди которых каждый подберет для себя подходящий вариант. Мы ставим для себя задачу формирования оптимального ассортимента и улучшения качества продукции, внедряем передовые технологии производства, используем современные материалы.
Мы хотим быть ближе к нашим покупателям, поэтому нам интересно открывать фирменные салоны, красивые, просторные современные магазины, где мы стараемся создать все условия для комфортного выбора и покупки дверей.
Особое внимание в планах нашего развития мы уделяем улучшению качества как обслуживания в целом, так и предоставления дополнительных услуг. Активно ведется работа по набору и обучению персонала, внедряются информационные системы, которые позволяют нам быстрее и качественнее обрабатывать заказы. Мы стремимся прочно занять место лидера продаж входных и межкомнатных дверей, которому доверяют покупатели. Ведь доверие покупателей — это самая большая награда для нас и стимул развиваться и становиться лучше!»
Что нужно знать об изготовлении металлических дверей
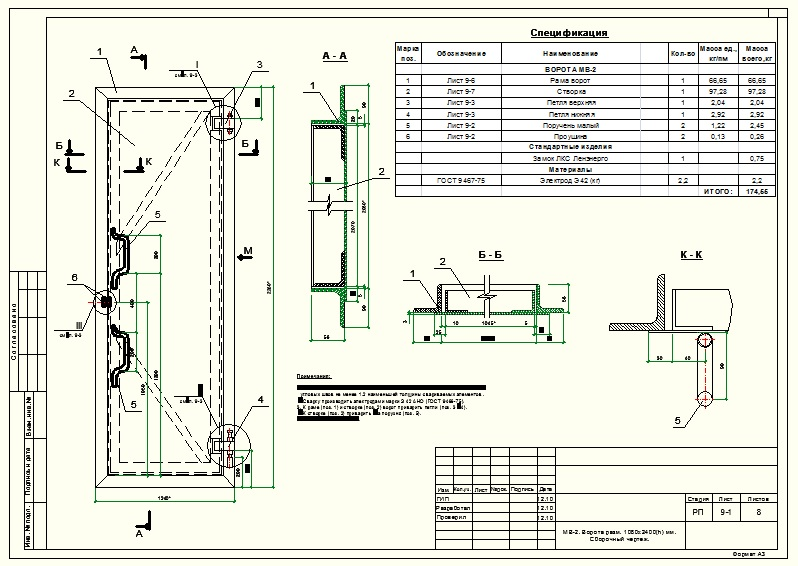
 Изготовление металлических дверей — это целый комплекс работ, которые регламентированы специальной документацией. Последовательность выполняемых мероприятий отражена в техкарте. Макет (образец) будущей двери с детальным описанием размеров и составных частей указан в чертежах.
Изготовление металлических дверей — это целый комплекс работ, которые регламентированы специальной документацией. Последовательность выполняемых мероприятий отражена в техкарте. Макет (образец) будущей двери с детальным описанием размеров и составных частей указан в чертежах.
Все производители пытаются разработать что-то эксклюзивное, но преимущественная доля всего процесса изготовления производится по одинаковым принципам. Дополнительная информация отражается в технологических условиях. Там же указаны и способы проверки, и требования, и варианты поставки дверей, а также все условия эксплуатации и хранения продукции. Требования технологического плана обладают ограниченным периодом действия. То есть с течением времени они могут изменяться, тут все зависит от политики компании.
Стадии изготовления железных дверей
- Производственная. На данной стадии производится подготовка приспособлений и всех необходимых материалов. Заготовка частей, гибка, раскрой, подготовка дверной коробки и полотен.
- Основная. Предполагает сварку элементов металлической конструкции и иные мероприятия производственного плана.
- Отделка. Подготовка поверхности конструкции, нанесение красящего состава, облицовочные и иные мероприятия.
 Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.
Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.- Подбор комплектующих. Монтаж и выбор глазка, петлей, замков и доводчиков.
 Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.
Контроль качества. Взломостойкость, надежность и иные показатели продукции отслеживаются на каждой отдельно взятой стадии. Результаты измерений отображены в соответствующей документации.Итак, стоит по порядку рассмотреть эти производственные этапы.
Подготовка к производству
Подбор материалов. Всякий процесс производства начинается с подготовки. В этой ситуации — с выбора материалов. Вход в жилище — это область высокой опасности, следовательно, она должна обладать по-настоящему эффективной защитой. Именно этот момент и берут в расчет изготовители дверных конструкций.
Несомненными лидерами по показателям универсальности и надежности, считаются металлические сплавы. Зачастую производители применяют сталь. Данный материал прекрасно подходит для производства конструкций защитного назначения. Сталь при этом подвергается тщательной проверке перед использованием.
Для создания дверных конструкций применяют сталь углеродистого типа. Эксперты отмечают несколько полезных свойств этого материала:
- в сравнении с древесиной стальные сплавы гораздо крепче (примерно в пять раз);
- кроме того, сталь считается крайне универсальным материалом. Она применяется и для защитных, и для декоративных целей. К примеру, кованые детали прекрасно смотрятся с ламинатом и пластмассой.
 Раскрой специальными ножницами. Для начала делают металлические заготовки: материал режут или разрубуют с помощью специальных устройств. Зачастую, изготовители пользуются гильотинными ножницами. Это оборудование позволяет точно и быстро нарезать детали для блока. Кроме того, листы стали подвергаются обработке устройствами раскройки.
Раскрой специальными ножницами. Для начала делают металлические заготовки: материал режут или разрубуют с помощью специальных устройств. Зачастую, изготовители пользуются гильотинными ножницами. Это оборудование позволяет точно и быстро нарезать детали для блока. Кроме того, листы стали подвергаются обработке устройствами раскройки.
Применение прессов. Заготовки материала делают с помощью специализированного оборудования. Кройка включает в себя вырубку, отрезку, обрезку, пробивку и резку. Затем металл прессуется на станках с автоматическим управлением. Такие установки позволяют оперативно изготовить практически любую металлическую деталь. Прессы делают формовку, штамповку и специальные ниши в металле.
В прессах также установлен револьверный механизм, позволяющий создавать изделия сложной конфигурации.
Гибка металлического сплава. После прессования и резки, листы подвергаются обработке посредством гибочных станков. Также в дополнительном порядке применяются вспомогательные приспособления, способствующие увеличению производительности. Все устройства проходят проверку на точность и работоспособность заранее, потому что даже мелкие задержки могут привести к излишним финансовым расходам.
Для гибки, зачастую применяются прессы гидравлического типа. Такие устройства прекрасно подходят для формовки ребер жесткости, наличников и иных элементов.
Основной этап — сварка
 Профили и заготовки скрепляются посредством сварки. При этом на материале делается особый акцент. На металле не должно быть никаких повреждений и дефектов, в противном случае сварочные швы получаются не совсем ровными.
Профили и заготовки скрепляются посредством сварки. При этом на материале делается особый акцент. На металле не должно быть никаких повреждений и дефектов, в противном случае сварочные швы получаются не совсем ровными.
Для сварки могут применяться разные инструменты и приспособления. В частности, горелка применяется для скрепления тонких деталей. В итоге получается изделие с незаметными стыками. Это увеличивает антикоррозийную стойкость металлического сплава и обеспечивает защиту от преждевременного разрушения. Способ и технология сварки выбирается в зависимости от толщины материала и конструктивных особенностей изделия.
Отделочные работы
Предварительно дверные конструкции подвергаются специальной обработке, которая включает в себя следующие мероприятия:
- полотна тщательно чистятся от пыли и загрязнений;
- затем они грунтуются, обезжириваются и ошкуриваются;
- поверхность металла покрывается особой краской. Многие изготовители предпочитают пользоваться эмалевыми, нитритовыми или порошковыми красками. Каждый из этих видов обладает своими особенностями.
Металл, как известно, отлично гармонирует почти со всеми разновидностями отделки, главное — подобрать долговечный, надежный и безопасный материал. Такими качествами обладает, к примеру, МДФ. Плиты МДФ используются для межкомнатных и входных дверей.
 Искусственная кожа (винилискожа) считается одним из наиболее популярных материалов, так как является общедоступной и практичной. Ее поверхность может быть фактурной или гладкой. Дешевые двери, отделанные этой искусственной кожей, очень надежны и прочны. Этот тип отделки обеспечивает металлической поверхности отличную защиту от износа и внешних воздействий. Помимо этого, современные компании предлагают широкий ассортимент оттенков и расцветок этого инновационного материала.
Искусственная кожа (винилискожа) считается одним из наиболее популярных материалов, так как является общедоступной и практичной. Ее поверхность может быть фактурной или гладкой. Дешевые двери, отделанные этой искусственной кожей, очень надежны и прочны. Этот тип отделки обеспечивает металлической поверхности отличную защиту от износа и внешних воздействий. Помимо этого, современные компании предлагают широкий ассортимент оттенков и расцветок этого инновационного материала.
Часто встречаются варианты отделки и с помощью ламината. Однако он характеризуется меньшей стойкостью к воздействию влаги, нежели МДФ-плиты. Зачастую ламинат применяется в производстве межкомнатных дверных конструкций.
Все чаще производители дверей предлагают потребителям всевозможные комбинированные решения, в которых сочетается эстетика и отличные эксплуатационные свойства.
Контроль
Следующая стадия производства дверных конструкций — проверка уровня надежности и качества. Эксперты отслеживают эти показатели на всех этапах процесса.
- В первую очередь тщательной проверке подвергается используемое оборудование и приспособления. Они обязательно должны быть в исправном состоянии и обладать соответствующими сертификатами.
- Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.
- Далее похожим испытаниям подвергается и уже готовая дверь. Размеры ее должны сходиться с требованиями ГОСТов. Помимо этого, эксперты проверяют целостность металлического сплава и его поверхности.
 Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.
Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.Контроль производства — это важный этап всего цикла. Постоянные проверки минимизируют риск брака, а также увеличивают эффективность и существенно ускоряют производственный процесс.
Выбор и монтаж комплектующих
Финальная стадия изготовления дверных конструкций предполагает подбор элементов и фурнитуры.
- Готовые изделия оснащаются ребрами жесткости и изоляцией. Пустоты между дверными полотнами, как правило, заполняются синтепоном или поролоном. Данные материалы характеризуются неплохими тепло- и шумоизоляционными характеристиками. Для обеспечения дополнительной защиты применяются броненакладки и прорезиненные уплотнители.
- Монтаж петель тоже не подразумевает никакой подготовки. Изготовители пользуются традиционными и универсальными изделиями. Такие петли очень удобны и прочны, а если возникла необходимость, то их можно с легкостью демонтировать. Самыми универсальными являются петли неразъемного типа, так как они могут подойти для любой модели дверной конструкции.
Кроме того, двери в дом или квартиру оборудуются глазком, замками и ручками. Эти составляющие обязательно должны быть у каждой входной конструкции вне зависимости от назначения.
- Как правило, двери для входа в жилище зачастую оснащаются нажимными ручками. Эта разновидность устройств практична и крайне надежна. Могут применяться и ручки стационарного типа, но тут могут возникнуть некоторые сомнения относительно взломостойкости.
- Замки же, в дверные конструкции могут устанавливаться с помощью двух разных способов: навесной и врезной. Последний вариант является более безопасным, так как существенно уменьшает возможность взлома.
- Для максимальной надежности нужно поставить и дверной глазок. Стандартные устройства обладают обзорным углом не менее ста восьмидесяти градусов. Глазки бывают закрытыми (без специальной крышечки) и открытыми (с крышечкой). Для использования в жилой квартире можно использовать обе разновидности.
Пошаговая инструкция по изготовлению железных дверей своими руками
На рынке входных дверей стальные конструкции по праву занимают одну из лидирующих позиций. Технология изготовления и положительные характеристики материала позволяют препятствовать несанкционированному проникновению внутрь помещения и выдерживать все противоправные попытки вскрытия путем подбора дверных ключей, разрушения либо деформации полотна. Ассортимент готовой продукции в специализированных магазинах довольно обширен, однако изготовить железную дверь своими руками не только возможно, но и доступно фактически для каждого. Важно только иметь желание и опыт работы со сварочным аппаратом, а также четко придерживаться последовательности при работе с материалами и инструментом.

К основным причинам изготовления стальных дверей самостоятельно относятся:
- Нестандартные размеры конструкции, которая должна получиться в итоге;
- Воплощение эксклюзивной задумки дизайнера;
- Использование особых материалов;
- Возможность получить изделие высокого качества;
- Экономическая составляющая.
Качественная железная дверь обладает высокими защитными свойствами, обеспечивает достаточную тепло- и звукоизоляцию, имеет длительный эксплуатационный срок службы.
Проектирование железной конструкции
Процесс изготовления железной двери следует начинать с создания чертежа, где указываются действительные размеры изделия. Полученная схема послужит основой для сборки и последующей установки двери.

Начинать необходимо с замера ширины и высоты дверного проема. Полученные мерки переносятся на бумагу, чертится схема будущей конструкции с указанной шириной и высотой дверного полотна.
Стандартный размер металлической конструкции 900 мм x 2000 мм. Если же габариты больше, то устанавливается дополнительный блок сверху, закрывается листовым железом, стеклом, решеткой, либо сбоку вваривается глухой или распашной блок. Все элементы указываются в проекте.

Размеры дверного короба должны быть на 2 см меньше размера дверного проема. Получившийся зазор впоследствии значительно упростит процесс установки короба и позволит скорректировать его при необходимости.
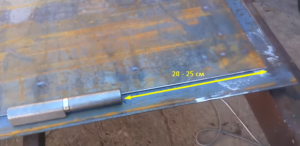
Количество петель рассчитывается с учетом веса конструкции, как правило, используют 2 – 4 навеса. Чтобы равномерно распределить нагрузку, петли приваривают на одинаковом расстоянии друг от друга. При этом первая и последняя привариваются на расстоянии 15 см от внешнего края двери.

Следующий шаг – усиление дверной рамки дополнительными ребрами жесткости. Основной элемент жесткости располагается посередине дверного полотна, а дополнительные ребра жесткости можно пустить из углов изделия либо от петель, что позволит равномерно распределить нагрузку по всей площади двери. Главное, чтобы усилители жесткости не мешали при врезании замка, установке ручки и глазка. Ребра жесткости должны обеспечивать прочность готового изделия, их количество также выбирается по собственному усмотрению.
Материалы и набор инструментов
К необходимым инструментам для сборки железной двери своими руками относятся:
- Сварочный аппарат;
- Электродрель;
- Шуроповерт;
- Болгарка, оснащенная режущим диском по металлу;
- Зажимы;
- Набор напильников, шлифовальная машинка;
- Набор измерительных инструментов.

К материалам для изготовления стандартной конструкции относятся:
- Стальной лист (2 — 3 мм толщина с размером 100 x 200 см);
- Металлические уголки для рамы (3,2 x 3,2 см 6 п. м.);
- Профильная труба для коробки и ребер жесткости (5x 2,5 см 9 п. м.);
- Навесы для дверей;
- Усилительные пластины для крепления дверной коробки к стене (40 x 4 см, толщина которых 2 – 3 мм, в количестве 4 шт.);
- Фурнитура для двери (замки, ручки);
- Антикоррозийные защитные составы, краска;
- Монтажная пена, анкерные болты.
Ассортимент дверной фурнитуры и замков достаточно разнообразен, выбор зависит исключительно от личных предпочтений. Но наиболее востребованными механизмами признаны замки с ригелями на три стороны. Такие изделия монтируются намного сложнее, но и защитные функции у них значительно выше.

Если железная дверь предназначена для подсобных помещений, можно применить более упрощенный и малозатратный в финансовом плане вариант: функцию усилителя жесткости будет выполнять арматурный прут.
Этапы сборки
Процесс по сборке металлической конструкции состоит из следующих этапов.
Сбора коробки
Детали каркаса нарезаются из профильной трубы и укладываются в виде прямоугольника на сварочном столе. Еще раз проверяются все размеры, в том числе и по диагонали. Контрольный замер позволит выставить углы четко под 90 градусов. Правильно скорректированная конструкция прихватывается сваркой.

После завершения сварочных работ необходимо проверить перпендикулярность сторон и измерить расстояние между противоположными парами углов. Сравнить исходные данные.
Если же все получилось правильно, можно приступать к окончательным сварочным работам. По завершении швы необходимо отшлифовать. После чего привариваются усилительные пластины к дверному коробу.

Сборка дверного полотна
Для сборки полотна необходимо произвести замеры внутренней части дверной коробки. С каждой стороны отступаем по 7 см – это размеры будущей конструкции.
Из металлических уголков нарезаются нужные по длине заготовки и проходят предварительную обработку по устранению заусениц. Подготовленные уголки необходимо уложить вовнутрь конструкции, чтобы образовался прямоугольник. После чего производятся контрольно – измерительные действия.

Если же появились какие-либо нюансы, их необходимо устранить и подогнать все детали по размеру. Стыковочные точки завариваются наглухо.
Следующим этапом нарезается материал для ребер жесткости, они свариваются наглухо с каркасом двери. Важно учесть все указанные в проекте места для установки замка и соответствующей фурнитуры.
 Внешний вид рамы с приваренными ребрами жесткости.
Внешний вид рамы с приваренными ребрами жесткости.
Изготовление полотна начинается с укладки стального листа на сварочный стол или козлы. Поверх листа ложиться готовая рама и чертится контур по указанным в проекте размерам, при этом от внешних краев рамы необходимо сделать отступ на 10 см.

Согласно очерченному контуру вырезается стальной лист, участки срезов обязательно шлифуются. Подготовленное полотно с помощью сварочного аппарата монтируется к каркасу.
Важный момент: чтобы не допустить искажений, сварку нельзя производить сплошным швом.

Оптимальный вариант сварочного шва – отрезки по 30 мм с промежуточным расстоянием 15 — 20 мм. Чтобы избежать последующих скрытых дефектов, в процессе работы изделие должно периодически остывать, иначе в ближайшее время может понадобится его ремонт.
Закончив с наружной стороной двери, полотно необходимо перевернуть, а сверху уложить дверную коробку.
Для удобства подгонки коробки к раме можно воспользоваться подкладками, толщина которых от 2 до 5 мм, их укладывают по всему периметру конструкции. В образовавшееся пространство в дальнейшем будет вмонтирована уплотнительная лента для повышения шумоизоляционных качеств двери.

Когда дверное полотно будет полностью готово, делаются специальные пропилы для установки внутреннего замка и глазка, сверлится отверстие под дверную ручку. Края отверстий в обязательном порядке подлежат шлифованию.
Важный момент: размер отверстия под замок одновременно должен позволять установку замка без люфта и обеспечивать свободный доступ к нему в случае проведения ремонтных работ.
Для навесного замка необходимо предусмотреть специальные накладки.
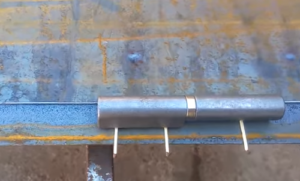
Монтаж дверных петель
Верхние навесы, оснащенные пазами, крепятся на дверную раму, а их нижние части со штифтами привариваются к дверной коробке. Стыковочные швы обязательно проходят шлифовку.

Собранную металлическую конструкцию необходимо предварительно очистить от посторонних частиц (пыли, стружки) и обработать антикоррозийным составом. Финальным аккордом выполняется либо колеровка, либо декоративная отделка двери.
Чтобы более подробно и наглядно понять, как собираются железные двери своими руками, рекомендуется предварительно изучить видео, наглядно показывающие весь процесс от А до Я.
Монтажные работы по установке двери
В дверной проем помещается коробка и проводится подгон конструкции относительно проема, все действия осуществляются с помощью отвеса либо строительного уровня.

Монтажные работы по установке дверного короба проходят исключительно при его геометрически выверенном расположении. Для фиксации стальных петель к стене используют анкерные болты. После чего можно вешать дверное полотно на навесы.
Проверка правильности установки: железная дверь должна беспрепятственно как открываться, так и закрываться, а петли работать слаженно и без излишних усилий.
Установка замка и дверной ручки
Чтобы закрепить замок и дверную ручку, рекомендуется воспользоваться качественными болтами, что поможет в дальнейшем избежать трудностей в случае их ремонта либо замены.
После установки замка, торцевые стороны ригелей необходимо натереть мелом и сделать ими отметки на дверной коробке. В отмеченных местах вырезаются отверстия – пазы для ригелей.

Если есть необходимость в дополнительной защите замка, следует приварить уголок нужной длины к дверному полотну на тех участках, где выходят ригели. Еще один способ — это усилить дверное полотно в месте, где вмонтирован замок. Для этого, с внутренней стороны приваривается стальная пластина толщиной 6 мм. На этой стадии рекомендуется отрегулировать работу запирающего механизма и позаботиться о плотном прилегании двери к раме.
Изучив подробную инструкцию изготовления, можно понять, как правильно сделать металлическую конструкцию. Железную дверь своими руками вполне реально собрать в домашних условиях, главное, вооружиться необходимым материалом и инструментом.

