
Как паять медные трубы своими руками: пошаговая инструкция
Магистральные трубопроводы, изготовленные из цветных металлов, обладают повышенной устойчивостью к коррозии. Для соединения элементов используется заливка стыков припоями. Пайка медных труб может выполняться самостоятельно, для выполнения работы не потребуется специальная оснастка или инструмент.
Пайка меди, почему стоит этому научиться
Применение медных труб для подачи воды в помещения ограничивается высокой стоимостью материалов. Но медь и сплавы на ее основе обладают повышенной эластичностью, что позволяет изготавливать магистрали сложной геометрической формы без риска надрыва стенок.
Химическая инертность материала позволяет располагать трубопроводы водоснабжения и отопления в толщине бетонных стен или перекрытий, не опасаясь коррозионного разрушения металла.
Технология пайки медных труб не требует использования агрессивных химических реагентов для удаления с поверхности слоя окислов. Легкоплавкие сплавы на основе олова и свинца имеют повышенную адгезию с медью, что упрощает процедуру подбора соединительного материала.
При нанесении припоя не происходит нагрева медного основания до высоких температур, вызывающих образование соединений с кислородом воздуха. Трубка при обработке не деформируется, при необходимости полученный стык разъединяется путем нагрева шва портативной газовой горелкой.
Способы паяния деталей из меди
При соединении изделий из меди и сплавов на ее основе используется 2 технологии:
- капиллярная пайка при низкой температуре;
- процесс заполнения шва тугоплавким припоем (при повышенной температуре нагрева деталей).
Особенности высокотемпературных соединений

Технология предусматривает применение припоев, переходящих в жидкую фазу при температуре до 450-500°С. Соединительный материал состоит из меди и серебра с добавкой легирующих металлов (например, для повышения эластичности или снижения усадки при охлаждении). Технология позволяет создать прочный шов, устойчивый к воздействию механических нагрузок или локальных перегревов магистрального трубопровода.
Пайка медных труб твердым припоем на основе серебра приводит к отжигу основания, что негативно влияет на прочностные характеристики конструкции. Для снижения негативного воздействия используется охлаждение линии стыка естественным путем. При установке вентиляторов или подаче на шов воды прочность трубы падает. Технология соединения применяется для соединения газопроводов и водопроводных каналов диаметром от 12 до 160 мм. Методика рекомендуется при подаче через трубы жидкостей, нагретых до 110-120°С (магистрали отопления).
Низкотемпературная пайка в деталях
Низкотемпературная пайка водопровода из медных трубок производится при температурах ниже 450°С. Для соединения используются радиотехнические припои, построенные на основе свинца и олова (с дополнительными присадками). Применение легкоплавкого сплава приводит к увеличению ширины шва, полученный стык не рассчитан на приложение нагрузок. Соединение относится к категории мягких, но понижение температуры нагрева способствует исключению вероятности отжига медных деталей в процессе соединения.
Технология используется при соединении магистралей диаметром от 6 до 108 мм, запрещается паять легкоплавкими припоями магистрали для подвода газа. При обустройстве медных каналов для отопления следует учитывать, что припои допускают прокачку теплоносителя температурой не выше 130°С.
Что понадобится в процессе
Перед тем, как спаять медные трубки, потребуется подготовить флюс, способный очистить поверхность от налета окислов. От корректности подготовки поверхности зависит качество выполнения работ. Флюс дополнительно способствует растеканию сплава по поверхности трубки, что улучшает внешний облик шва. Затем необходимо определиться с технологией соединения, от которой зависит выбор, чем паять медные трубы.
При высокотемпературной сварке используется припой, не имеющий в составе свинца (с пометкой на упаковке Lead Free). Для низкотемпературной технологии используется стандартный припой ПОС, выпускаемый в виде прутка диаметром 3 мм. Допускается использование сплавов с введением легирующих элементов (например, висмута или свинца), которые положительно влияют на прочность соединения.
Пайка медных труб своими руками подразумевает нарезку деталей на элементы соответствующего размера. Для разделения трубы на отрезки используется труборез, кромки заготовок обрабатываются инструментом для снятия фасок. Поскольку при соединении трубопроводов требуется расширять один из концов магистрали (для обеспечения плотной и надежной посадки), то потребуется расширитель, представляющий собой клещи со специальной втулкой, рассчитанной на несколько диаметров трубы.
Для нагрева припоя и элементов из цветных металлов применяется газовая горелка с форсункой, формирующей узкий направленный факел пламени. Оборудование оснащается баллоном, который заправлен чистым бутаном или пропано-бутановой смесью. Допускается выполнение работы при помощи электрического паяльника, инструмент применяется в зонах, где использование открытого пламени запрещено. Также мастеру понадобится комплект чертежных инструментов, позволяющих разметить заготовки.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке
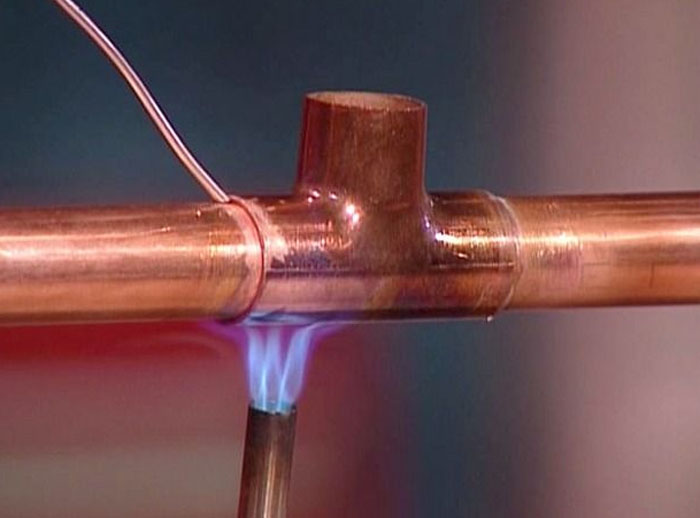
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Техника безопасности при спаивании труб из меди
Основные правила техники безопасности при самостоятельной пайке труб из цветных металлов:
- При нанесении химических реагентов и нагреве труб требуется использовать защитную одежду и очки. При попадании флюса на открытые участки кожи необходимо удалить реактив проточной водой, а затем промыть участок тела мыльным раствором.
- Запрещается использовать защитную одежду из синтетического материала, который плавится или воспламеняется под воздействием пламени газовой горелки или жала электрического паяльника.
- Поскольку при выполнении работы происходит испарение флюса, то в помещении предусматривается вентиляция.
Основные ошибки допускаемые при пайке
Основные ошибки, возникающие при сварке медного трубопровода своими силами:
- Недостаточно качественная обработка стыков. При нанесении припоя образуются пустоты, нарушающие герметичность и прочность соединения.
- Пятна масла на поверхности труб, которые не позволяют обработать материал флюсом.
- Ошибочный выбор ширины стыка. Для обеспечения корректного соединения поверхности должны контактировать на длине от 7 до 50 мм (в зависимости от диаметра соединяемых труб).
- Разогрев деталей до низкой температуры. Припой плавится, но после уборки горелки сразу кристаллизуется, что не позволяет заполнить зазор между соединяемыми элементами. Другой ошибкой является чрезмерный нагрев труб, что способствует выгоранию флюса и образованию окалины.
- Нанесение недостаточного количества флюса, которого не хватает для очистки поверхностей от окислов. При введении припоя образуется соединение недостаточной ширины, пропускающее воду или газ в процессе эксплуатации.
- Попытка проверки линии соединения до окончательной кристаллизации припоя, приводящая к разрушению соединения. Для восстановления стыка потребуется удалить припой, а затем соединить детали заново.
- Нарушение правил техники безопасности.
Выводы и полезное видео по теме
Неопытным монтажникам рекомендуется провести цикл тренировок, используя отходы труб. После выполнения тестовых 5-6 швов допускается браться за выполнение соединения на трубопроводе. Поскольку при недостаточном опыте существует риск ошибки в разметке, то трубопровод собирается на полу помещения. После проверки корректности габаритов производится последовательное соединение стыков твердым или мягким припоем для пайки медного трубопровода.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
В видеороликах, снятых монтажными бригадами, показано, как правильно паять медные трубы в домашних условиях. Начинающий монтажник не всегда точно определяет степень прогрева деталей, поэтому рекомендуется прибегнуть к помощи опытного наставника. Поскольку медные трубопроводы и технологические компоненты водопроводных сетей из цветных металлов имеют большую стоимость, то выполнение монтажных работ своими силами позволит сэкономить деньги (даже с учетом необходимости покупки инструмента).
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
Пайка медных труб своими руками при помощи газовой горелки
 Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
 долговечность эксплуатации;
долговечность эксплуатации;- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
 долговечность эксплуатации;
долговечность эксплуатации;Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
 Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
 Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Как паять медные трубы, правильно используя холодный и горячий припой
 Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Перед тем, как паять медные трубы, необходимо детально выучить характеристики этого трубопрокатного сортамента.
Прежде всего, нужно отметить, что данные материалы отличаются большей гибкостью и более высокой устойчивостью к внешней среде, если сравнить их со стальными вариантами.
Поэтому при выборе предпочтение выпадет на сторону меди. Такая труба простоит в доме ровно тот срок, сколько прослужит само строение. При условии, что эти изделия соединены пайкой, их смело разрешают прятать в стенку или под бетон.
Для обогревательной и водопроводной сети изготовляют медные трубы высочайшего качества. Огромный спектр их положительных характеристик не становится меньше на протяжении всего времени использования.
От применения этого стройматериала заставляет отказаться только их высокая цена. Но, в данном случае она вполне оправдывает себя высоким качеством.
Резьбовое соединение – медные фитинги под опрессовку
В процессе эксплуатации его постоянно придется контролировать. Оно не выдерживает высокого давления и потребует постоянной подтяжки.
Вначале обрезают заготовки необходимого размера. Если на ней имеется слой изоляции, то его на конце удаляют. С торцевой части снимают заусеницы.

И на нее надевают накидную гайку и кольцо обжима. После соединения гайки с фитингом соединение – резьба затягивается.
Если применяют переходники от стальных изделий к медным, то герметизацию выполняют фум-лентой. Ее накручивают на резьбу, а затем вворачивают в фитинг.
Такие стыки целесообразны в зонах, где имеется возможность постоянной проверки.
Особенности пайки
Чтобы правильно паять медные трубы отопления и водопровода, рекомендуют ознакомиться с особенностями данного процесса.
Такой стык применяют в ситуациях, где трубы проходят в стене или полу, а также в других местах с ограниченным доступом для возможности визуально проконтролировать стыки.

В основе процесса пайки расположен капиллярный эффект. При этом припой равным слоем ложится по сечению трубы. Также в процессе применяют специальные фитинги, которые подбирают отдельно для каждого диаметра трубопроката.
ВАЖНО! Рекомендуемые габариты зазора при пайке на открытом огне должны равняться от 0,01 до 0,0015 см.
Также в процессе действий используют припой и флюс. А сам метод пайки разделяю на два подвида:
Низкотемпературное (мягкое) спаивание. Применяется при конструировании трубомагистрали для транспортировки жидкости и газа.
Рабочая температура при процессе превышает 110 градусов. Этот метод применяют для сортамента с объемом от 0,7 до 11 см. Патрубки, толщь стенок которых больше 0,16 см и объемом, превышающим 11 см, соединяют посредством сварки.
 Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.
Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.
- Подготавливается элемент нужного размера с удаленной теплоизоляцией и снятыми заусеницами.
- Зона состыковки и фитинг чистится от оксидной пленки.
- Убирается пыль и на верхнюю часть наносят флюс.
- Конец заготовки вставляют в фитинг (зазор остается не более 0,04 см).
- Соединение прогревается горелкой и швы запаивают припоем.
Припои
Пайка медных труб холодным и горячим припоем задействуется для образования прочного и высококачественного стыка.
Изготовляют его из порошка, стержней, проволоки и пасты. При выборе необходимо обращать внимание на показатель рабочей температуры и на сам метод спаивания.

Из мягких типов для изделий из меди чаще других используют товары L-SN AG5 и L-SN SB5. Высоко востребованными являются варианты из олова с небольшой добавкой серебра и сурьмы.
Показатель рабочей температуры таких товаров находится в пределах двести сорока градусов. Их разрешают применять в сетях обогрева, для подачи разной воды в пищевой промышленности.
Цифры 40, 50, 60 обозначают процентный состав олова в данных видах. Температура их плавления составляет 190, 210 и 235 градусов. При более высоких составах олова в сплаве, ниже показатель температуры плавления при спаивании.
Твердый припой
Низкоплавкие варианты на алюминиевой основе используют обширно. На проведение мероприятий с медными изделиями по монтажному зазору советуют использовать вид L-AL SL12.
Сюда же относят продукцию с составом серебра не меньше одной четверти сплава. Диапазон плавления данного материала составляет 600-800 градусов.

Еще необходимо отметить вид L-AG 40CD. Он тоже содержит 20% серебра. Спектр показателя температуры плавления колеблется в рамках от 600 до 635 градусов. Его можно встретить при работах не только с медными заготовками, но и с другими металлами.
Для создания максимально прочных стыков посредством мягких, медных и серебряных сплавов советуют оставлять монтажный зазор размером в 0,02-0,04 см.
Более детальную информацию по работе сплавов есть возможность получить по маркировке на DIN или попросить совета у профессионального мастера.
 Флюс для пайки медных труб твердым припоем является очень важным элементом. Главным его компонентом являются борные соединения. Для усиления их активности, к ним добавляется фторные соединения.
Флюс для пайки медных труб твердым припоем является очень важным элементом. Главным его компонентом являются борные соединения. Для усиления их активности, к ним добавляется фторные соединения.
Пайку меди могут делать посредством чистой буры. Для высокотемпературного вида она является универсальным флюсом.
Флюсы выпускают в разных формах:
- порошкообразная;
- жидкость;
- кристаллическая.
Трубы большого диаметра
Как правильно паять медные трубы большого диаметра знают не все. В целом весь процесс работы не отличается от работы с другими объемами.
Только при высокотемпературной пайке таких изделий припой подводят к двум расположенным противоположно точкам на трубе. Как с этим, так и с другим видом пайки может справиться каждый.
Изоляция патрубков в обогревательной сети
Изоляцию труб в обогревательной сети проводят с целью снизить тепло потери. Не изолированные медные патрубки в пять раз повышают потери тепла, так, как данный металл отличается высокой тепло проводимостью.

При таких условиях радиаторов требуется меньше. Но, если они идут в закрытой прокладке, то им требуется тщательная изоляция. Иначе теплоноситель будет передавать свое тепло стенам.
При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра.
Водопроводная система из меди
 Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Для соединения водопроводной системы из медного трубопроката применяют капиллярный метод спайки (низкотемпературную и высокотемпературную).
Ошибки при пайке с данными стройматериалами для водопроводной трубомагистрали приводят к их коррозии. Она появляется в тех местах, где разрушается пленка-защита, которую образует хлорное окисление.
Виною этого становится хлор, который содержит вода. Чтобы не возникло такой коррозии необходимо:
- не допускать, чтобы припой попадал при пайке в середину стыка;
- приобретать изделия у проверенного изготовителя;
- использовать фильтры для воды.
Медная труба для кондиционеров
Данный вид трубопрокатного сортамента используют при установке сети кондиционирования воздуха, состоящей из внутреннего и наружного блока.

Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Этот металл в данной ситуации выбрали не просто так, она отличается высокой устойчивостью при контакте с фреоном.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид. А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.
Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Паяльники «Dremel»
Проблема, как паять медные трубы легко решается с паяльником Dremel. Эти небольшие горелки на газу в состоянии жечь, паять и разрезать. Они легко удаляют старую краску, размораживают и разогревают для сгибания трубоматериалы.

Стоит паяльник «Dremel» в пределах 2000 рублей. С таким устройством можно забыть о длительном разогреве и о большом термопистолете.
В комплекте с паяльником «Dremel» идет:
- паяльник;
- сопло для горелки;
- два ножа разного размера;
- рефлекторная и щелевая насадка.
Для удобства пользования к устройству прилагается несколько ключей для смены насадок, защитный колпак для механизма и припой для пайки.
Отверстием довольно удобно направить разогретый воздух на термоусадочные трубки, и их можно устанавливать, без участия рефлекторных насадок.
Заправляют устройство бутаном для зажигалок на газу. Одной заправки паяльника «Dremel» хватает на час работы.
Это устройство для бытового использования. Профессиональные аналоги стоят от 5 тыс. рублей и больше. Пайка с таким инструментом превращается в удовольствие.
Как паять медные трубы, и то, что этот способ очень эффективный понятно. Ведь для этого не нужно дорогого спецоборудования. Важно и то и структура самого материала остается неизменной.
В итоге выходит прочный и надежный стык, который будет служить вечность. Главное при работе соблюдать технологию и действовать аккуратно.
Чем и как паять медные трубы — описание процесса
 Гибкие, термостойкие и долговечные медные трубы можно было бы назвать идеальным материалом для домашних тепло- и водопроводов, если бы не их высокая стоимость. Впрочем, приверженцев бескомпромиссного качества не отпугнут даже самые высокие цены не трубы и фитинги. Ну а если вы знаете, как паять медные трубы, то у вас появляется шанс еще и сэкономить на монтажных работах. В итоге, вы можете получить практически вечный водопровод, сборка которого обойдет вам в разумную сумму.
Гибкие, термостойкие и долговечные медные трубы можно было бы назвать идеальным материалом для домашних тепло- и водопроводов, если бы не их высокая стоимость. Впрочем, приверженцев бескомпромиссного качества не отпугнут даже самые высокие цены не трубы и фитинги. Ну а если вы знаете, как паять медные трубы, то у вас появляется шанс еще и сэкономить на монтажных работах. В итоге, вы можете получить практически вечный водопровод, сборка которого обойдет вам в разумную сумму.
Поэтому в данной статье мы познакомим наших читателей с технологией пайки медных труб. Надеемся, что эта информация поможет вам сократить расходы на монтаж водовода или теплопровода из меди.
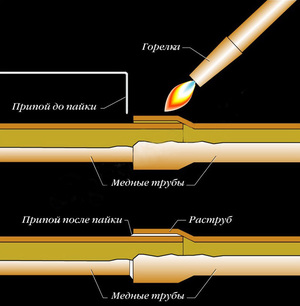
Пайка медных труб — немного теории
Соединение двух труб с помощью пайки реализуется после сборки трубопровода на муфту или в раструб. То есть, вы должны вставить трубы в муфту и пропаять два кольцевых стыка или вставить гладкий торец первой трубы в раструб второй и пропаять всего один стык. Естественно, что последний вариант выглядит предпочтительнее.
Сам процесс пайки в теории, выгладит следующим образом:
- Сначала вы обезжиривайте место стыковки труб (внутренние и наружные поверхности). Это усилит адгезию припоя и тела трубы.
- Далее вы собираете стык, монтируя трубу в раструб или в муфту.
- После сборки вы включаете горелку и, разогревая проволочный припой, обволакиваете расплавленной массой стык между трубами. Сам принцип пайки меди (суть процесса) заключается в герметизации слоем разжиженного припоя стыковочного шва трубопровода.
 Сначала вы обезжиривайте место стыковки труб (внутренние и наружные поверхности). Это усилит адгезию припоя и тела трубы.
Сначала вы обезжиривайте место стыковки труб (внутренние и наружные поверхности). Это усилит адгезию припоя и тела трубы.В итоге, после остывания припоя поверх стыковочного шва (и частично в стыке между трубами) образуется твердая, металлическая корка, герметизирующая и фиксирующая место соединения.
Как правильно паять медные трубы — советы практика
На практике процесс пайки выглядит намного сложнее, чем в теории. Ведь если взяться за выполнение вышеописанных теоретических пунктов, то сразу же возникает множество вопросов, касающихся ранее не замеченных нюансов. Поэтому в глазах практика процесс пайки выглядит следующим образом:
Подготовительный этап необходим для планирования работ и подготовки инструмента.
Ведь кроме паяльника и припоя вам понадобятся еще и другие инструменты, а именно:
- Металлическая щетка и крупная наждачная бумага. Они необходимы для чистки и полировки торца трубы
- Калибр и расширитель для труб. Эти инструменты используют для правки профиля трубы после резки или в процессе формирования раструба на торце трубы.
- Труборез и фаскосниматель. Такие инструменты употребляют для резки труб и последующего снятия фаски.
- Молоток, стальной метр и маркер. Этот набор используется для вспомогательных и разметочных работ.
Собрав инструменты, вы сможете приступать к подготовке стыковочного соединения.
Стыковка труб
Как ужу говорилось в теоретической части, сборка трубопровода в раструб требует пайки всего одного стыка. Поэтому в данном абзаце мы рассмотрим технологию стыковки в раструб, формируемый из гладкого торца трубы прямо в процессе монтажа трубопровода.
На практике технология стыковки «в раструб» выглядит следующим образом:
- В самом начале вам придется отрезать пару мерных отрезков от бухты с медной трубой. Для этого лучше всего использовать не ножовку, а специальный труборез, который не режет, а развальцовывает мягкую медь. Причем труборез обеспечивает практически идеально перпендикулярный срез.
- После обрезки нужно зачистить с помощью крупнозернистой наждачной бумаги и металлической щетки внешнюю и внутреннюю поверхность у торца трубы.
- Далее, один из торцов трубы расширяют с помощью калибра или механического расширителя. Ну а после формирования раструба (готовность проверяется введением в расширенную область торца присоединяемой трубы) с торцов раструба и трубы снимают фаски.
 В самом начале вам придется отрезать пару мерных отрезков от бухты с медной трубой. Для этого лучше всего использовать не ножовку, а специальный труборез, который не режет, а развальцовывает мягкую медь. Причем труборез обеспечивает практически идеально перпендикулярный срез.
В самом начале вам придется отрезать пару мерных отрезков от бухты с медной трубой. Для этого лучше всего использовать не ножовку, а специальный труборез, который не режет, а развальцовывает мягкую медь. Причем труборез обеспечивает практически идеально перпендикулярный срез.После выполнения этих операций трубу еще раз очищают медной щеткой и обезжиривают внешнюю и внутреннюю поверхность трубы и раструба.
Это усилит адгезию тела трубы и припоя.
Пайка стыков
Перед началом герметизации шва необходимо подготовить «паяльник» и припой. Причем, выбирая, чем паять медные трубы, лучше всего остановиться на варианте, с раздельным флюсом и припоем. Ведь в этом случае мы можем нанести флюс на трубу еще до процесса сборки раструбного соединения, тем самым улучшив качество пайки стыка.
Сам процесс пайки собранного стыка выполняется следующим образом:
- На обезжиренную трубу и внутренний участок раструба наносят слой жидкого флюса. Трубу вставляют в раструб, слегка проворачивая вокруг оси.
- После монтажа раструбного соединения необходимо прогреть газовой горелкой участок под пайку. Причем температуру нагревания стыка контролируют по цвету флюса. Как только флюс потемнеет, вы сможете начать работу с припоем.
- На финальном этапе в пламя газовой горелки вводят проволочный припой и, дождавшись размягчения, налепливают проволоку поверх стыка. После этого вам останется лишь обернуть припой вокруг трубы, постепенно проворачивая стыкуемый участок. Причем припой будет плавиться от жара разогретой трубы. То есть горелку, в данном случае, использовать уже не нужно.
 На обезжиренную трубу и внутренний участок раструба наносят слой жидкого флюса. Трубу вставляют в раструб, слегка проворачивая вокруг оси.
На обезжиренную трубу и внутренний участок раструба наносят слой жидкого флюса. Трубу вставляют в раструб, слегка проворачивая вокруг оси.В итоге, расплавленная масса припоя зальется в щель между трубой и раструбом, герметизируя и обездвиживая стык соединения. И после окончательного остывания и твердения припоя вы сможете использовать трубу в трубопроводе.
Монтаж запорной арматуры выполняется по тому же принципу. Только вместо гладкого торца трубы в развальцованный раструб вводят штуцер фитинга. Причем пайку стыка между трубой и фитингом запорной арматуры лучше всего организовывать не «по месту», а в более комфортных для мастера условиях. Например, на столе или на верстаке. Поэтому запорную арматуру впаивают в короткий отрезок трубы, который, впоследствии, стыкуется с основной линией.
Альтернативные методы сборки медных трубопроводов
Если вы так и не смогли разобраться с тем, как спаять медные трубы, а смонтировать подобный трубопровод вам, все же, хочется, то мы предлагаем вам отказаться от монтажа стыков «на пайку» и перейти к более простому методу сборки – на компрессионные муфты.
Монтаж стыка, в данном случае, реализуется следующим образом:
- Вы зачищаете и обезжириваете участок у торца трубы.
- После подготовки трубы вы разбираете муфту, свинчивая с ее торца прижимную гайку.
- Открученная гайка надевается на трубу, а сама труба вставляется в штуцер муфты. Причем поверх стыка на трубу надевают уплотнительное кольцо.
- В финале вы просто закручивайте гайку, и уплотнительное кольцо поджимает стыковочный шов.
Подобный способ монтажа похож на технологию соединения металлопластиковых труб на резьбовые фитинги, которую разрабатывали для самостоятельного применения в бытовых условиях. Поэтому монтаж на компрессионную муфту не вызывает затруднений даже у неподготовленных сборщиков трубопроводов. Однако, в отличие от прочной и долговечной пайки, резьбовое соединение не гарантирует длительную герметичность стыковочного шва. Рано или поздно, гайка «ослабнет» и труба потечет на стыке.
Пайка медных труб
Трубопроводы для перемещения воды, газа, других соединений используются из медных сплавов в промышленности, домашнем пользовании. Медные трубы имеют ряд положительных сторон, они не подвержены коррозии и температурным воздействиям, поэтому отлично подходят для подвода питьевой воды. Нередки случаи, когда соединения выходят из строя, дают течи. В этом случае существует два варианта исхода событий, обратиться к квалифицированному персоналу, или произвести ремонт своими руками. Большинство предпочитают второй способ, т.к. не зря существует поговорка «хочешь, чтобы было сделано хорошо – сделай сам».

Виды медных труб и их использование
Наиболее часто встречаются в продаже два типа медных труб – не отожжённые и отожжённые. При формовке на производстве происходит потеря эластичности, которая необходима в некоторых производствах, домашних конструкциях. Эластичность возвращается материалам путем обжига при температурах до 700 °. Трубы из меди отожженного типа более дорогие, но эластичнее и позволяют выдерживать высокие перепады температур. Однако существует определенный недостаток – потеря прочности изделия, которая теряется в процессе нагрева до температур, близких к плавлению.
Неотожженные трубы не гнутся, но намного прочнее. При соединении медных стыков используются фитинги, процесс соединения происходит методом пайки. Различная толщина стенок позволяет выбрать изделие по параметрам прочности и теплоотдачи. Отожжённые материалы реализуются бутами от 25 до 50 метров соответственно, как правило, такие медные трубы поставляются меньшим диаметром. Негнущиеся материалы продаются прогонами различной длины.
Содержание меди составом деталей контролируется ГОСТом, изделия должны иметь не менее 99 % меди по отношению к примесям.
Что необходимо для пайки труб из меди
Основным достоинством процесса пайки медных изделий своими руками является отсутствием необходимости приобретения дорогостоящего оборудования. Для правильного осуществления пайки понадобятся инструменты, которые возможно найти в любом гараже или кладовке:
- Горелка, как правило, используется газобаллонного типа. Для пайки небольших медных труб может использоваться ручная горелка на бензине, однако такое оборудование не безопасно при использовании.
- Труборез возможно приобрести на рынке комплектом или отдельно необходимого диаметра. Специальное приспособление позволяет разрезать мягкую медь не повредив грани, без деформации окружности. Конструкция некоторых моделей труборезов позволяет применять их при труднодоступных местах.
- Труборасширитель необходим ля получения необходимого диаметра, действие выполняется для качественного соединения при пайке. При одинаковом сечении возможно немного увеличить размер одной из стороны перед пайкой, что позволит наложить их друг на друга.
- Для снятия заусенцев, образованных после резки и фасок понадобится специальный инструмент. Перед пайкой медных труб необходимо воспользоваться фаскоснимателем, это позволит получить надежное, качественное изделие. На рынке предлагаются несколько вариантов снимателей, удобным в использовании считается круглое устройство, позволяющее обрабатывать мягкие металлы диаметром не более 4 см.
- Перед любым процессом спаивания детали подвергаются подготовке. Необходимо удалить с поверхности загрязнения и окислы, очистка которых производится специальными щетками или ершиками различного диаметра. Работа паяльником для медных труб различается на высоко и низкотемпературное воздействие.
- Для защиты от формирования воздушных масс при пайке медных труб, используются флюсы и пасты. Состав служит для предотвращения образования коррозии и окислов, а также способствует повышению прочности шва.
Кроме вышеперечисленных инструментов, понадобятся материалы для точной разметки. Основными из них считаются маркер, уровень строительного типа, рулетка, кисточка, молоток для нанесения рисок. Способ пайки существует несколько, основные из них имеют отличия применением состава припоя. Мягкий припой используется в бытовых системах, подразумевает использование оловянной проволоки.
Твердые типы припоев применяются соединениями, подверженными высокотемпературным воздействиям.
Алгоритм пайки мягким припоем
Процесс соединения медных изделий не представляет особых сложностей опытному мастеру. Перед тем, как паять медные трубы, необходимо изучить процесс, подготовить некоторые материалы:

- Резка кусков необходимой длины производится с помощью трубореза. При резке необходимо контролировать угол, для получения ровного отреза можно использовать строительный уголок.
- После резки подготовленного к пайке участка, происходит зачистка. Процесс подразумевает использование щетки, металлического ершика соответствующего диаметра. Важно знать, что нельзя использовать наждачную бумагу, при работе могут появиться царапины, металлический песок, что значительно понизит качество соединения.
- Вне зависимости от технологии пайки медных труб, один из концов соединяемых деталей расширяется специальным устройством. Диаметр увеличивается до состояния, когда второй конец свободно заходит, оставляя небольшой зазор.
- Зачищается расширенный конец металлической щеткой или ершиком, на противоположную сторону наносится паяльный флюс. Надежное соединение может быть достигнуто путем равномерного распределения флюса.
Перед процессом пайки медных труб подготовленные концы вставляются друг к другу, удалив избытки флюса. Процессом низкотемпературной пайки производится нагрев детали до тех пор, пока флюс не станет серебристого цвета, обычно это происходит при температуре около 350 °.
Полностью нагретое соединение обрабатывается припоем, который заполняет щели, поверхность стыка. Процесс считается законченным, когда припоем обработана вся окружность стыка. При пайке медных труб твердым припоем не нужно подвергать изделия деформации в процессе остывания, это может нарушить герметичность шва.
После остывания соединенного участка, остатки флюса удаляются тряпкой.
Как еще можно соединить элементы из меди
Длительный срок эксплуатации, устойчивость к коррозии, небольшой вес и наличие антибактериальных свойств сделали медное соединение достаточно популярными в определенных кругах. Высокая теплоотдача позволяют использовать материал системами охлаждения. Перед тем, как паять медные трубы, необходимо определить способ пайки, кроме температурных воздействий, существуют различные фитинги, применение которых зависит от степени повреждения или конструкции стыка.

Фитинги под медную трубу
Типы медных фитингов под пайку
Альтернативный способ пайке является использование фитингов в соединении медных труб. Существует два основных вида:
- Обжимные имеют внутри конструкции кольцо, которое предоставляет возможность создать герметичное соединение. Конструкция изготавливается из латуни.
- Отличающиеся по диаметру от внешнего показателя капиллярные фитинги. Процесс подразумевает стыковку пайкой, путем различия диаметров и сжатия, тем самым производится соединение.
Применяются вышеперечисленные способы стыковки в местах, где происходит частая смена элементов. Причинами замены могут быть взаимодействие с агрессивными металлами, стыковка с отличными по составу материалами.
Особенности пайки меди
Стыковка отрезков производится с обработки краев металла. Размер фитинга должен соответствовать заданной конфигурации, не допускается растягивание металла до нужного размера, в этом случае, теряется прочность и эластичность. Зачистка происходит по порядку, расширенный элемент очищается внутри, а стыкуемый снаружи. При работе паяльником, разогревается припой от наконечника. Для осуществления качественного соединения медных труб понадобится опыт, так как можно допустить непоправимые ошибки.
Применяются медные изделия практически во всем холодильном оборудовании различных типов. Материал хорошо зарекомендовал себя промышленности, применяется в электромеханических целях, при прокачке горючих материалов.
Минусы труб из меди
Одним из главных недостатков является высокая цена медных изделий. Альтернативные материалы из пластика или стали могут быть значительно дешевле. Материал металла мягкий, при малейшем внешнем воздействии происходит деформация, выход из строя определенного участка.
Передача горячей воды в отопительных системах может быть травмоопасной, так как медь обладает высокой теплоотдачей. Потери тепла исключаются применением изоляционных материалов, для безопасной эксплуатации необходимо утопить трубы внутри материалов отделки помещения.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.

Высокотемпературное соединение медных труб
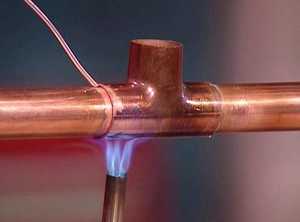
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб. Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно.

В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.

Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

