
Соединение ласточкин хвост
Главными требованиями, предъявляемыми к любой сборной конструкции из дерева, являются: надёжность, долговечность и эстетичность. Для решения этих задач разработано большое многообразие способов стыковки. Одним из них является ласточкин хвост.

Это соединение образовано шипами на одной детали и прорезанными зубцами на второй. Оба элемента имеют формы равнобедренной трапеции, напоминают хвост ласточки. При правильной подготовке они входят в точное зацепление, образуя надёжную конструкцию.
Применение соединения
Такой метод крепления применяется в различных областях, где необходимо получить надёжное крепление двух деталей или собрать целую конструкцию. Например, в машиностроении шиповое соединение ласточкин хвост применяют для крепления лопаток на диске в различных компрессорах, в отдельных агрегатах металлорежущих станков, в оптических устройствах для обеспечения точного линейного перемещения.
Наибольшее распространение данный вид крепления получил в строительстве и мебельном производстве.
В строительстве при сборке деревянных домов в торцах скрепляемых брёвен изготавливают элементы ласточкиного хвоста (зубья и пазы). Его целесообразно применять для бруса соединения, имеющего прямоугольную форму. Размерами паза и шипа определяется надёжность всей будущей конструкции.
Кроме этого в строительстве оно используется в производстве различных столярных изделий:
- оконных рам;
- окон, форточек и фрамуг;
- дверных проёмов и самих дверей;
- межкомнатных перегородок, арок, различных углублений.



При изготовлении мебели оно применяется для сборки каркаса, отдельных элементов (выдвижных ящиков, дверей, разборных крышек). Монтаж двух деталей таким способом обеспечивает хорошее сопротивление внешним и внутренним воздействиям. Конструкция сохраняет структурную целостность и препятствует образованию трещин. С целью улучшения фиксации в мебельных конструкциях его подвергают склеиванию. Благодаря большой площади контакта и сложной конфигурации крепление получается надёжным.
Ласточкин хвост применяется при изготовлении тары различных размеров (ящиков, коробок, контейнеров).
Типы соединения «ласточкин хвост»
В современных изделиях применяют различные виды соединения. Чтобы определить тип соединения на крепёж ласточкин хвост лучше посмотреть сверху. В этом случае можно отметить следующие типы:
- грубые (пазы и зубцы хорошо видны и точно демонстрируют систему крепления);
- скрытые (зубцы не видны, они скрыты корпусом второй детали);
- сквозное соединение (шип охватывает всю ширину второй детали);
- односторонний шип (в этом случае вырезается только часть, а вторая сторона остаётся неизменной).
Кроме внешней формы они классифицируются по размеру изготовленных пазов и зубьев. В технической документации указывается относительный масштаб. Он объединяет основные размеры отдельных элементов:
- интервалы между шипами;
- величина шипа;
- угол наклона;
- количество шипов.

Для грубых соединений применяется масштаб 1:5. Он обеспечивает надёжный контакт особенно крупногабаритных деталей. Этот масштаб приемлем для мягких сортов древесины. В конструкциях из твёрдой древесины обычно применяют масштаб 1:8. Такой контакт выглядит более эстетично. При выборе этого параметра необходимо учитывать, что при небольшом угле наклона под воздействием внешней нагрузки или внутренних натяжений конструкция может разойтись. Поэтому его крепят с помощью столярного клея. При задании большого угла снижается нижняя часть шипа, что может привести к его разрушению.
Изготовление ласточкиного хвоста своими руками
Применение крепления ласточкин хвост позволяет получить красивые и надёжные самодельные конструкции из дерева. Делать ласточкин хвост несложно. Однако для производств качественных зубьев и пазов необходимо обладать определёнными навыками в столярном деле и иметь необходимый инструмент.

Последовательность самостоятельного изготовления такого соединения сводится к следующему перечню операций:
- Производство разметки будущих шипов. Перед проведением разметки определяют количество зубьев (эта величина зависит от геометрических параметров заготовки). С помощью рейсмуса проводят линию так называемых заплечиков. Разметка делается на всех четырёх гранях. Используя специальный шаблон, наносят разметку на торце и боковой поверхности. Для недопущения ошибок при распиле, удаляемые участки выделяют специальной маркировкой или цветом.
- Выпиливание шипов. Целесообразно закрепить деталь, чтобы обеспечить точность распила. Если она имеет крупные габариты и массу, необходимо обеспечить её неподвижность и только после этого приступить к распилу. Сначала производят пропилы на величину отмеченных заплечиков. Основным условием при проведении работы является сохранение перпендикулярного положения пилы по отношению к поверхности торца. Для недопущения увода пилы в сторону опытные столяры применяют различные направляющие, например столярный угольник.
- Удаление промежутков. Эту процедуру выполняют двумя способами. В первом случае применяют ручной или электрический лобзик. Во втором используется стамеска и молоток.
- Разметка элементов. Производят разметку углов наклона зубьев и пазов. Величина этого наклона зависит от выбранного соотношения. Для получения одинаковых углов деталь с выпиленными шипами используют как шаблон.
- Выпиливание пазов. Эта процедура по технологичности напоминает процесс удаления промежутков. Для получения качественных результатов необходимо обеспечить фиксацию детали и аккуратность при распиле. Особое внимание следует уделить удалению предусмотренных припусков.
- Предварительная подгонка и сборка конструкции. Эта операция необходима для проверки точности изготовленных шипов и пазов. С помощью предварительной подгонки удаётся выявить возможные дефекты. Это позволит их устранить или принять меры для обеспечения надёжного крепления. Подгонка должна проводиться аккуратно без лишних усилий и перекосов, чтобы не допустит поломки зубьев. Они должны плавно входить в шипы. При необходимости производят шлифование с помощью наждачной бумаги.
- Окончательная сборка и склейка конструкции. После проверки на контактные поверхности зубьев и шипов наносят клей. Клей выбирают в зависимости от массы и габаритов изделия. Современные производители предлагают достаточно широкий ассортимент такой продукции (различного химического состава, для разных пород дерева, условий применения). Для обеспечения надёжного склеивания детали закрепляют с помощью струбцин и оставляют до полного высыхания.
Инструменты и материалы
Способ крепления ласточкин хвост применяется при самостоятельном изготовлении деревянных изделий на промышленных предприятиях. Возможности домашней мастерской ограничены, поэтому для качественного изготовления такого крепления необходимы следующий инструмент и оборудование:
- пила с мелкими зубьями (обычно используется обушковая пила);
- лобзик;
- стамеска (желательно иметь несколько с разной шириной режущей кромки);
- молоток;
- инструмент для разметки (готовые шаблоны, рейсмус, столярный угольник);
- строительный карандаш (иногда применяют маркер);
- столярный нож.
Если в мастерской имеются электроинструменты, они облегчат решение поставленной задачи. Могут быть полезными: электрическая дрель, электролобзик или вертикальная пила с мелкими зубьями.

Для изготовления соединения можно воспользоваться ручным фрезером. Кроме этого если планируется постоянная сборка деревянных деталей, разрабатывают специальные приспособления, которые позволяют производить разметку и служат направляющими при распиле.
На мебельных и деревообрабатывающих производствах зубья и пазы вырезают на специальных станках. К ним относятся:
- ламельный фрезер;
- фрезерный станок с насадками;
- специальный станок для изготовления элементов крепления ласточкин хвост;
- промышленные шаблоны.
Сделать ласточкин хвост фрезером значительно проще и быстрее. Станок позволяет выдержать заданные размеры с высокой степенью точности.
Нюансы проектирования соединения
При проектировании элементов ласточкин хвост необходимо учитывать следующие характеристики:
- размер и массу каждой детали;
- вид древесины;
- область применения будущей конструкции (поможет учесть прилагаемые нагрузки и внутренние натяжения древесины);
- количество необходимых пазов и зубьев;
- их форму и геометрические размеры (длину, угол наклона, размер основания);
- интервал между зубьями.
Учёт этих нюансов позволит получить прочное и долговечное крепление. Для правильного исполнения соединения ласточкин хвост чертёж должен быть выполнен в соответствии с установленными нормами и правилами. Слишком большое количество элементов позволяет повысить прочность. Это приводит к уменьшению размера каждого зуба, что может вызвать его поломку при монтаже. Кроме этого значительно увеличивает трудности при изготовлении и приводит к возрастанию времени изготовления. Поэтому используют установленные соотношения, например 2:1 или 3:1.


Угол наклона боковой поверхности влияет на механические характеристики. Если угол маленький теряется свойство ласточкиного хвоста и конструкция превращается в обыкновенную шиповую. При задании слишком большого угла уменьшается размер основания шипа, что может вызвать его растрескивание и даже излом во время монтажа.
Выбор угла для способа крепления ласточкин хвост со скосом чертёж выполняется с указанием этого параметра.
Описание процесса изготовления
Процесс изготовления зависит от применяемых станков и инструмента. Если изготавливается соединение ласточкин хвост с помощью фрезера, задача сводится к правильной настройке фрезерного станка, выбору необходимого режущего инструмента. Обычно проведением таких работ занимаются профессиональные столяры. Для них заранее подготовлена документация с чертежами, в которых указаны все необходимые размеры и последовательность изготовления.
Для качественного изготовления крепления ласточкин хвост своими руками сначала производят разметку на каждой из деталей. Параметры зубьев и пазов, их количество и расположение выбирается в соответствие с установленными стандартами.
Если нет возможности обратиться к документации, опытные столяры советуют изготавливать отдельные элементы с учётом следующих параметров. Толщина зуба должна быть около одной третьей части всего размера. Длину желательно выбирать равной толщине самой детали.

После проведения подготовительных работ необходимо обязательно провести предварительную проверку точности зацепления. Если были допущены ошибки, необходимо провести подгонку каждого элемента (шипа или паза). После устранения всех недостатков приступают к склеиванию деталей.
Государственные стандарты
Основным стандартом, который устанавливает правила изготовления элементов крепления деревянных деталей, является ГОСТ 9330-2016. В нём заданы размеры зубьев, пазов, шкантов различных типов сборки. В стандарте приведены схемы с образцами таких креплений. Указаны правила округлений и условные обозначений, применяемые на чертежах.
Правила зубчатых соединений заданы ГОСТ 19414-90. В нём приведены размеры зубьев, порядок расположения и методы их соединения.
При строительстве деревянных домов используется ГОСТ 30974-2002. Он определяет правила подготовки распилов типа ласточкин хвост для брёвен в малоэтажном строительстве. В нем подробно приведены виды конструкций, классификация и размеры каждого элемента.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Ласточкин хвост: теория и практика
Ласточкин хвост — это не только эстетика
Распространено мнение, что сегодня, в эпоху доступного качественного клея и дешевых крепежных изделий, использование ласточкиного хвоста — это больше эстетическая прихоть. Это суждение верно лишь отчасти. Бесспорно, всевозможные варианты этого шипового соединения очень выразительны, свидетельствуют о мастерстве столяра и способны украсить любой проект. Но ласточкин хвост помимо красоты обладает и важными функциональными преимуществами.
Соединение хорошо сопротивляется естественным деформациям древесины, не утрачивая структурной целостности. Благодаря этому качеству его целесообразно использовать в больших деталях, в особенности в изделиях из массива при изготовлении мебели и ящиков.
Используя ласточкин хвост, можно выбирать оптимальную прочность соединения: на это влияет общее количество шипов и угол наклона проушины. Еще одна особенность, которая повышает механическую прочность, — большая площадь склейки.
Анатомия ласточкиного хвоста
Соединение состоит из двух деталей. На конце одной из них вырезаны широкие трапецеидальные «ласточкины хвосты», на другой — узкие ответные шипы. Шип на краю называют половинным или односторонним из-за наличия одного скоса вместо двух.

Схема деталировки ласточкиного хвоста
Что нужно учитывать при проектировании соединения?
При проектировании ласточкиного хвоста учитывают ряд моментов, которые будут влиять как на его прочность, так и на внешний вид.
Интервал между шипами. Расстояние между шипами и их размер определяют прочность соединения.

При равных промежутках (соотношение 1:1) механическая прочность наиболее высокая. Но такую конфигурацию используют редко. Поскольку из-за большего количества элементов изготовление детали занимает соответствующее время. Вероятность допустить ошибки, которые станут причиной неплотной подгонки, также выше. Обычно используют соотношение 2:1 или 3:1. В этих случаях прочность соединения остается такой же высокой.
При сочленении широких деталей по краям делают дополнительные шипы с небольшими промежутками. Такое решение помогает эффективно бороться с короблением древесины.
Угол ласточкиного хвоста — это важный параметр, определяющий механические характеристики соединения. При слишком маленьком угле, замок не будет запираться и крепление превратиться в обычное шиповое соединение. Если угол слишком большой, при сборке зауженная часть «ласточкиного хвоста» может расколоться и шип отпадет.
Для древесины мягких пород угол «ласточкиного хвоста» делают более крутым, так как она в большей степени подвержена смятию и деформациям под воздействием нагрузок. Оптимальное соотношение 1:6. Для древесины твердых пород угол делают менее крутым — 1:8.
Принцип проектирования формы «ласточкиного хвоста» отображен на чертеже.

Как сделать точную разметку?
При изготовлении ласточкиного хвоста своими руками точность разметки имеет первоочередное значение. Для ее нанесения традиционно используют малку и угольник.

Более практичным и удобным приспособлением для этих целей является специальный шаблон. Такие разметчики бывают с разными показателями угла, и рассчитаны для мягких или твердых пород дерева.

Изготовление ласточкиного хвоста своими руками
Чтобы сделать ласточкин хвост вручную понадобится следующий набор инструментов:

ИНСТРУМЕНТЫ
- разметочный рейсмус;
- малка или специальный разметчик;
- столярный угольник;
- обушковая пила;
- столярная стамеска и киянка;
- разметочный нож или карандаш.
Выпиливание соединения начинают с подготовки детали с шипами. Это важно, так как она будет использоваться для нанесения разметки «ласточкиных хвостов». Чтобы не запутаться в ориентации, на деталях делают временную маркировку, отмечая передние и задние стороны, верхние и нижние кромки.
- Создание разметки шипов
Размечаем рейсмусом линию заплечиков на всех четырех гранях. Определившись с количеством шипов, с помощью специального шаблона наносим разметку вначале на торце, а затем на пласти детали. Для удобства последующих работ отмечаем участки, которые будут удалены.

Эту же процедуру можно выполнить при помощи малки и столярного угольника.

Обушковой пилой делаем ровные пропилы до линии заплечиков, отмеченной рейсмусом. Полотно удерживаем строго перпендикулярно торцу; пилим равномерными движениями без рывков. Чтобы пилу не уводило в сторону в качестве импровизированной направляющей можно использовать небольшой столярный угольник.

- Удаление отходной части
Отход между шипами может быть удален двумя способами:
Первый — с помощью лобзика. В этом случае удаляют основную часть отхода, а небольшие остатки аккуратно подрезают и зачищают стамеской.

Выбрать отход не намного сложнее, используя одну стамеску. Зафиксировав деталь на верстаке, послойно снимаем древесину, как показано на схеме.


- Разметка «ласточкиных хвостов»
Деталь с шипами используем как шаблон для разметки «ласточкиных хвостов».Совместив торец первой детали с линией заплечиков, наносим разметку «ласточкиных хвостов» как показано на фото. Для удобства заштриховываем секции отхода.

- Выпиливание «ласточкиных хвостов»
Обушковой пилой делаем пропилы. Заготовку зажимаем в тисках под углом, таким образом, чтобы линии разметки были не под наклоном, а вертикальными. Это повысит удобство работы и позволит сделать пропил более точно.

Пропил делаем не строго по линии разметки, а рядом с ней, так чтобы создать небольшой запас для последующей подрезки соединения. Пилим плавно, без рывков, останавливаемся на линии заплечика.
Сделав все пропилы, стамеской убираем отход между «ласточкиными хвостами». Этот процесс аналогичен зачистке шипов, за исключением того, что перед мастером стоит задача аккуратно и ровно подрезать оставленный припуск.
Выпиливаем плечики. Отпиливаем отход с небольшим припуском, затем подрезаем его стамеской до линии разметки.

- Сухая сборка и подгонка соединения
Перед склеиванием проводят сухую сборку, чтобы проверить плотность подгонки. Вставляем деталь с шипами в ласточкины хвосты и аккуратно подбиваем киянкой. Чтобы избежать поломки шипов и хвостов, закройте соединение обрезком деревяшки, которая распределит удары.
Шипы и хвосты должны плотно прилегать друг к другу. В правильном соединении для сборки достаточно легкого постукивания киянкой. Если соединение слишком плотное, детали разбирают, определяют проблемное утолщение и очень аккуратно подрезают стамеской.

- Склейка ласточкиного хвоста
Клей наносят тонким слоем на все контактные поверхности обеих деталей ящичного соединения. Собранную конструкцию стягивают струбцинами. Для распределения давления по всей площади соединения под губки струбцин подкладывают деревянные блоки.
Больше о тонкостях этого процесса вы можете узнать из наших материалов, посвященных выбору клея и правилам столярной склейки.


Как сделать ласточкин хвост фрезером
Для массового производства деталей с таким замком целесообразно использовать механизированные методы. Наиболее оптимальным вариантом в этом случае является применение специальных шаблонов, в которых одна сторона предназначена для фрезерования «ласточкиных хвостов», вторая — для создания шипов.
Шаблоны для ласточкиного хвоста предусматривают использование двух разных фрез. Первая — это конусная фреза для вырезания трапециевидных «ласточкиных хвостов». Вторая — прямая фреза по дереву для создания шипов.

Деталь с «хвостами» позиционируем таким образом, чтобы ее край располагался строго по центру слота. Вторую деталь (с шипами) устанавливаем заподлицо с обратной стороны. Для точной подгонки двух заготовок используем столярный угольник.

Собранную конструкцию фиксируем в горизонтальном положении, зажав струбцинами или в тисках.
- Фрезерование «ласточкиных хвостов»
Для удобства карандашом отмечаем отходную часть. Устанавливаем нужный вылет конусной фрезы и вырезаем промежутки между ласточкиными хвостами.


- Фрезерование детали с шипами
На соответствующей стороне шаблона прямой фрезой вырезаем шипы по всей длине детали.

Срезание лишних шипов. Отпускаем струбцины и сдвигаем шаблон так, чтобы каждый шип находился по центру слота.

Отмечаем лишние элементы и срезаем их фрезером.
Качественное шиповое соединение ласточкин хвост
При строительстве зданий и сооружений из дерева всегда нужно уметь сделать правильный стык древесины между собой. Для этого используются различные способы, но среди всех них есть и уникальный — шиповое соединение ласточкин хвост, которое практиковалось и совершенствовалось многие века. В XXI веке такой способ соединения стоит в ряду самых совершенных вариаций в мире, благодаря чему используется во всех странах.
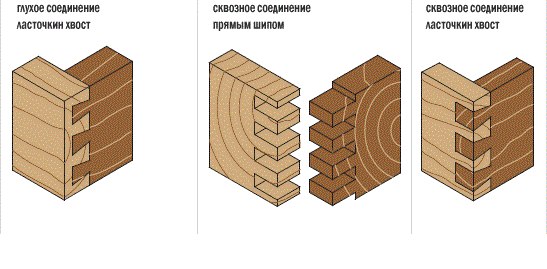
Рисунок 1. Типы шиповых соединений древесины между собой.
Основная рабочая деятельность
При изготовлении шиповых соединений всегда нужно обращать внимание на несколько факторов, так как в каждом отдельном случае используются особые идеи (рис. 1). Соединение делается не только для угловых стыков, но и для соединения 2-х деревянных сегментов подряд, что делает его и вовсе уникальным. Однако сам рабочий процесс изготовления весьма не прост. Существует несколько популярных вариаций:
- Фрезерная машинка. Для того чтобы сформировать ласточкин хвост, можно воспользоваться специальными насадками. Но тут стоит учитывать, что насадки вырезают только пазы, а шипы придется делать собственноручно топориком. Если же есть хороший опыт работы с ручной фрезерной машинкой, тогда надо стянуть 2 сегмента хомутом, после чего пройти машинкой ровно в центре, что позволит сформировать обратный паз. Такая система чаще всего используется на небольших конструкциях.
- Бензопила. При работе с брусом или кругляком фрезерная машинка уже катастрофически мала, поэтому нужно использовать более габаритный инструмент. Для начала на заготовке карандашом отмечается будущее место среза, после чего бензопилой за 3 подхода вырезается паз. За последующие 2 подхода делается шип (рис. 2). Тут есть всего один нюанс: нужно внимательно подбирать рабочую ширину стрелы, так как она не должна быть слишком широкой, чтобы не срезать лишнего.
- Топор, молоток и стамеска. Самые старые из существующих вариантов. Однако именно они позволяют добиться итогового результата с вероятностью в 100%. Работа проходит крайне медленно, поэтому начинать резку желательно еще за 1 месяц до начала основных работ, чтобы все успеть. Особое преимущество такого метода заключается в долговечности результата, так как после топора древесина начинает гнить гораздо позже, чем после пил.

Схема фрезерования шипа ласточкин хвост: 1,3 — дощечки, установленные соответственно вертикально и горизонтально; 2— фреза.
Перед началом рабочей деятельности всегда нужно смотреть на объемы и габариты предстоящих трудов, потому что соединение ласточкин хвост — самое сложное и эффективное из существующих. Нередко используют половинчатые варианты, где уже не нужно резать полноценную трапецию, а лишь ее усеченный в два раза вариант.
Усеченная трапеция удобна при формировании косых стыков, где угол между простенками отличен от 90° в любую сторону, так как при желании можно накренить всю конструкцию в любую интересующую сторону.
При разработке системы крепления нужно оставлять пазухи, равные 5% от полученного шипа, чтобы во время усадки не пустить ненароком трещину. При хорошем опыте уже можно отобрать такую древесину, которая даст минимальную усадку. Это позволит упростить задачу, но щели изначально все равно надо оставлять небольшие.
Подведение итогов
Изготовление шипового соединения ласточкин хвост — это достаточно простой процесс, с выполнением которого справится любой желающий при наличии соответствующего инструмента и физической подготовки.
Очень важным аспектом служит правильно высушенная древесина, которая уже не поменяет свою форму после монтажа (в итоге не должно быть неожиданностей).
Самоделкино
Соединения на шипах «ласточкин хвост» не только внешне привлекательны, но и очень прочны. Умение правильно нарезать такие шипы — признак мастерства, которое приходит с опытом.
 ЛАСТОЧКИН ХВОСТ
ЛАСТОЧКИН ХВОСТ
 ЛАСТОЧКИН ХВОСТ
ЛАСТОЧКИН ХВОСТ  ЛАСТОЧКИН ХВОСТ
ЛАСТОЧКИН ХВОСТ  ЛАСТОЧКИН ХВОСТ
ЛАСТОЧКИН ХВОСТ  ЛАСТОЧКИН ХВОСТ
ЛАСТОЧКИН ХВОСТ
При сборке мебели сейчас широко применяют крепежные изделия — шурупы, шканты, различные стяжки. Однако шиповые соединения, в том числе и на шипах «ласточкин хвост», окончательно своих позиций не сдают. Они достаточно надежны и в то же время красивы. На таких соединениях можно скреплять, например, боковые стенки корпусной мебели с крышками. Разрушить соединение «ласточкин хвост» растяжением непросто. Поэтому его часто применяют при изготовлении выдвижных ящиков. Но не следует забывать, что соединение «ласточкин хвост» стойко к такой нагрузке только в одном направлении.
Детали из ДСП для соединений «ласточкин хвост» не годятся: этот материал слишком рыхлый. В той или иной мере здесь подойдет фанера, доски или мебельные щиты.
Форма шипов «ласточкин хвост»
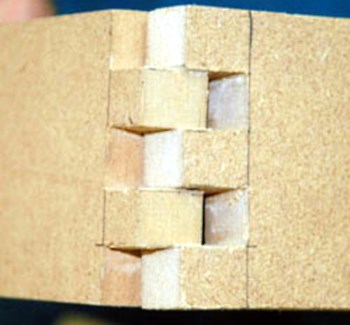
Если посмотреть на соединение сверху, то хорошо видно, что «ласточкины хвосты» — это веерообразные шипы на торце одной из деталей. Боковые стороны шипов скошены внутрь с уклоном, колеблющимся в пределах от 1:5 — для «грубых», но зато прочных соединений, применяемых при сплачивании деталей из мягкой древесины и мебельных щитов, до 1:8 — для деталей из твердой древесины. Соединение на последних выглядит более привлекательно. И надо знать, что при меньшем уклоне соединение под нагрузкой может разойтись, а при большем — шипы могут разрушиться.
В готовом соединении хорошо видны «зубцы», входящие в зацепление с шипами. Уклон шипов должен точно соответствовать уклону «зубцов».
В соединении по краям всегда должны быть «зубцы» (а не половинки шипов) —
это предотвращает выпучивание соединяемых деталей.
Еще один фактор, влияющий на внешний вид соединений, — расстояние между «ласточкиными хвостами». В принципе действует такое правило: чем шире «ласточкины хвосты» (шипы) или чем больше расстояние между ними, тем лучше. Однако всему есть предел, к тому же изделия бывают разных габаритов (например, сундук и шкатулка), да и не следует забывать о прочности соединения.
Подготовку деталей начинают с торцовки (при этом толщина их не обязательно должна совпадать), а затем размечают
положение шипов и «зубцов». Начинающему мастеру лучше дать небольшой (1-2 мм) припуск по длине.
Для разметки используют малку. Чтобы настроить ее на угол уклона шипов, например 1:6, на бумаге прочерчивают две взаимно перпендикулярные линии и от точки пересечения делят их на шесть равных частей. Соединяют шестую метку на одной линии с первой меткой — на другой. Уклон получившейся диагонали и будет равен 1:6. По этому эскизу выставляют малку.
У обеих кромок детали с шипами намечают ширину крайних «зубцов» и проводят через эти точки линии, параллельные кромкам. Далее на деталь диагонально
накладывают рулетку или линейку и поворачивают ее, пока размер между линиями не будет делиться без остатка на желаемое число шипов. Помечают на диагонали эти точки, а затем с помощью рейсмуса переносят их к торцу детали. В результате этих несложных построений определены положения центров промежутков между шипами.
В обе стороны от найденных центров откладывают по одинаковому отрезку (в нашем примере — 3 мм). Расстояние между концами отрезков будет равно минимальному зазору между шипами. Из этих точек с помощью малки размечают, наконец, сами шипы. Высоту шипов отмечают рейсмусом, выставленным на тол-
щину детали с «зубцами». Разметку делают на обеих сторонах детали.
Если деталь имеет припуск по длине, его следует учесть при разметке. В этом случае длина шипов будет несколько больше требуемой. Позднее, когда детали будут соединены, лишнее снимают торцовым рубанком.
Выполняя разметку, все детали с шипами помечают какими-нибудь условными знаками, чтобы избежать перепутывания.
Для нарезания шипов и «зубцов» служат специальные шипорезные пилы. При использовании обычной мелкозубой пилы для продольного пиления ее потребуется дополнительно подготовить, в частности, уменьшить развод зубьев (особенно если пила новая). Для этого пильное полотно кладут всей поверхностью на оселок и один-два раза легко проводят по нему. То же самое повторяют, перевернув полотно другой стороной.
При нарезании шипов «ласточкин хвост» деталь зажимают в тиски. Если таких деталей две (например, боковые стенки выдвижного ящика), шипы можно нарезать сразу на обеих.
Резать вдоль линий разметки начинают, наклонив пилу назад и одновременно направляя ее ногтем большого пальца. Когда линия резания «поймана», пилу выравнивают и продолжают работу, пока деталь не будет пропилена на всю высоту шипа (до горизонтальной метки). Переходить эту метку ни в коем случае не следует.
Теперь можно удалить материал между пропилами, образующими шипы. Эту операцию выполняют стамеской. Выбрав древесину с одной стороны до половины толщины детали, ее переворачивают и таким же образом обрабатывают с другой стороны.
Далее приступают к нарезанию «зубцов». Деталь с «зубцами» зажимают в тиски, на торец накладывают и фиксируют деталь с пропиленными шипами. Затем пилу вводят в пропилы и надрезают торцевую часть детали с «зубцами». Окончательно «зубцы» нарезают так же, как и «ласточкины хвосты». И в этом случае пилить следует не по размеченной линии, а так, чтобы зубья пилы слегка касались ее снаружи. В заключение материал между «зубцами» удаляют стамеской.
Прежде чем соединять детали, необходимо устранить возможные неровности и осторожно скосить внутреннюю кромку на обеих сторонах каждого шипа (особенно на внешних). Это облегчит операцию соединения деталей, а в готовом изделии такой скос не будет заметен.
Соединение «хвост ласточки»
При изготовлении предметов интерьера, из дерева, необходимо
позаботиться о том,
чтобы не произошло деформирования древесины.
В числе прочего важно принять меры по изготовлению правильного
и безопасного соединения деталей.
Существует много видов соединений частей цельного дерева.
Для того чтобы мебель не деформировалась при эксплуатации.
Одним из самых эффективных видов соединений является соединение,
под названием «ласточкин хвост».

«Ласточкин хвост» это соединение, при котором, даже без наличия клея,
деревянные детали, нельзя было разъединить.
Шипы, при данном виде соединения зажаты «как в тиски».
Помимо прочности соединение «ласточкин хвост» является
с точки зрения эстетики.
Для этого, соединительные зубцы, должны быть изготовлены

Для этого нужно будет с усердием поработать.
Для работы понадобится стамеска и пила.
Для того, чтобы изготовить красивые пазы и шипы,
потренируйтесь сначала на простых, ненужных досках.
Набейте, так сказать, руку. Сразу аккуратно изготовить
без определенной сноровки, вряд ли получится.
Обратите внимание на старую мебель, на ее соединения.
Очень много разнообразных и великолепных видов соединений
по типу «ласточкин хвост»,
можно рассмотреть.
Теперь рассмотрим подробнее, как делается соединение «ласточкин хвост»

Выпиливаем детали, которые нам нужно будет соединить между собой.
На одну сторону наносим разметку.
На этой стороне будут шипы и пазы.
На той же детали продолжаем переносить разметку на торцевую часть,
оттуда на нижнюю, тыльную сторону.
Делаем пазы, пропиливая их пилой. Затем вырезаем пазы стамеской.
На второй доске, с помощью выпиленных на первой доске пазов, делаем разметку.
осле этого соединяем обе детали.
Если пазы не входят, поправляем, подпиливаем, исправляем неточности.
На стыки наносим клей и держим, нажимая. Держим, пока не схватится клей.
Стоит немного поменять положение деревянных деталей,
разъединить пазы становится невозможным.
Клей в этом случае используется больше для фиксации положения досок,
нежели, чем для скрепления деталей между собой.
В какой именно части выполнять пазы или шипы – важный момент.
- Шипы вырезаются на фронтальной доске, а пазы в боковушках,
если речь идет о выдвижных ящиках.
- Это обусловлено тем, что нагрузка больше всего лежит на ящик,
когда его выдвигают.
- Поэтому такое соединение прослужит дольше.
- Если говорить о полке навесной, шипы должны быть там,
где большая нагрузка.
- Соответственно, с шипами должны быть детали,
которые располагаются горизонтально.
- Пазы должны быть шире, чем шипы.
Делаем чертеж для выпиливания соединения.
Если вы никогда не выпиливали шипы для соединения хвост ласточки,
то лучше сначала сделать чертеж с помощью линейки,
чтобы потом сделать спил по разметке.
Подробнее, как сделать разметку смотрите ниже.
Делаем поперек разметку в виде линии.
ирина от края до линии должна быть равна толщине доски,
вторая линия, это половина толщины доски. Линия слева это три толщины доски.
Далее рисуем косую линию. Будем определять, где будут находиться 3 паза и 4 шипа.
Для этого на косой линии делаем метки.
Расстояние между метками должно делиться без остатка на десять.
Соединяем линиями торец и метки на косой линии. Строго горизонтально.
На втором рисунке пунктиром обозначены центры пазовых отверстий.

Отмечаем точку на пересечении средней линии пазов и вспомогательной линии.
Проводим линию от этой точки сквозь точки на линии разметки на 0,5 толщины доски.

После нанесения разметки, закрепите доски так,
чтобы разметки были расположены вертикально.
Перед начало распила, заштрихуйте пазы и шипы, например карандашом.
Так меньше шансов перепутать при выпиливании.
Сделайте надпил на тыльной и верхней стороне деталей.
Пила не должна стоять на линии разметки, а по краю выпадающей детали.
Мастер в доме
Поиск по сайту

Шип ласточкин хвост
Как сделать шиповое ящичное соединение ручным инструментом.
Многошиповые ящичные соединения относятся к классическим столярным технологиям. Они используются и сейчас при производстве качественной мебели. Конечно, в наше время чаще используются более простые и быстрые способы сборки ящиков. Я и сам обычно собираю ящики на саморезах, но об этом напишу в другой статье. Здесь я предлагаю вспомнить как это делалось испокон веков ручным инструментом.
Собственно вопросы изготовления шипов вручную иногда возникают, если у вас под рукой нет специальных инструментов и приспособлений. А покупать дорогостоящий станок для разовой работы не имеет смысла. Правда заранее надо понимать, ручная работа требует внимательности и точности.

Из инструментов понадобится ножовка-наградка, набор стамесок, киянка. Для разметки карандаш и металлическая линейка. Наградка отличается от обычной ножовки не только мелким зубом, но и специальной накладкой «обушком» на верхнем ребре пилы. Эта накладка обеспечивает дополнительную жесткость полотна.
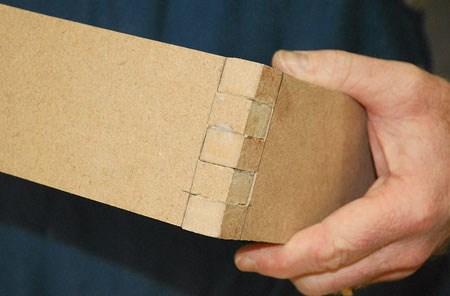
Шипы можно делать самозахватывающиеся, т.е. «ласточкин хвост» или прямые. Начинать лучше с прямых, ласточкин хвост можно использовать когда появится какой то опыт. Детали ящика на фото из МДФ, но это не суть важно, заготовки из дерева обрабатываются точно так же.

1. Начнем с разметки торцов деталей. Планки ящика шириной 100 мм. разделим на пять равных частей. Разобьем их на квадраты 20/20 мм. , затем совместим торцы деталей и заштрихуем карандашом квадраты через один.
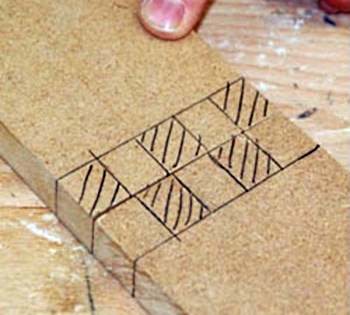
То есть чистый квадрат должен располагаться напротив заштрихованного. При изготовлении шипов закрашенные участки нам нужно удалить.
2. Для удобства работы деталь нужно зажать вертикально. Если у вас нет столярного верстака, то деталь зафиксируйте с помощью двух струбцин к рабочему столу. Для этого одной струбциной зажмите на краю стола деревянный брусок, а другой притяните деталь к бруску.

3. Выпиливаем шипы по разметке, причем обратите внимание, пилить нужно не по линии, а так чтобы линии разметки оставались сбоку от пилы. Если пропилы делать точно по линии то шипы окажутся прослабленными и сборка ящика станет проблемой. Придется вклеивать в зазоры шпон или щепки, в общем геморрой и некачественная работа. Мы выпиливаем закрашенные карандашом участки, поэтому пила должна находиться внутри заштрихованного сектора. Пропилы делаем на глубину разметки, в этом случае 20 мм.

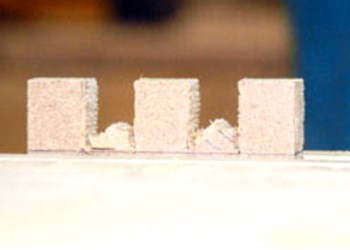
4. Стамеской или резаком выбираем сегменты между пропилами.

Вынимаем деталь из зажима и укладываем плашмя на стол. Стамеской выравниваем плечи между шипами. Чтобы не портить стол, под заготовку лучше положить строганную доску или кусок фанеры. Может понадобиться деревянный молоток, смотри как сделать киянку.
5. Когда все шипы пропилены и оформлены проводим первичную сборку. Если при сборке шипы не входят на место, ничего страшного, надо подогнать детали используя стамеску или резак (нож). Для качественной сборки имеют значение доли миллиметра, поэтому для точной подгонки шипы лучше подрабатывать напильником или крупной шкуркой на длинном бруске.
Мне приходилось когда то делать не только ящики на шипах, но и вязать деревянные оконные рамы пользуясь ручным инструментом. Там принципы работы те же, шипы и проушины сначала выпиливал по разметке пилой — наградкой, а затем вырубал излишки в проушинах долотом.
Если вам надо делать много ящиков с шиповым соединением, то лучше все таки подумать о приобретении электро-инструмента. Такие шипы можно делать ручным фрезером установленным в «стол», или на небольшой стационарной циркулярке с изменяемой высотой пилы. Для обоих вариантов нужно будет сделать приспособление для точных пропилов. Но мне кажется сделать такое приспособление не сложнее, чем вручную заготовить детали на несколько ящиков.

